Service excellence through innovation
Customer benefits: One-Stop services for separation columns minimize shutdown time
In Repsol’s Tarragona refinery in Spain, one of the main separation columns needed to be modernized during a shutdown. Sulzer was able to provide the complete solution to upgrade and to protect the columns from corrosion. The comprehensive service from a single source saved the customer a significant amount of money and time.
The massive size of oil refineries is a contrast to what happens inside the columns: Finely built trays and other internals separate crude oil and natural gas into heating oil, gasoline, and other valuable substances. Oil consists of up to 17 000 components; separating them is a complex undertaking. Distillation columns play a central part in this process. They consist of many separation stages, where trays and other internals are used.
Separating oil into its many components
The oil is pumped into a furnace and then heated to 400°C. The various components of the oil evaporate and rise in the tower. The component parts, called fractions, are collected and extracted at the same level as their condensation points. Because heavy oil consists of relatively large molecules, it already condenses at high temperatures and can be drawn off in the lower part of the column. Light distillates and gases made up of much smaller molecules only condense with decreasing temperatures. They are extracted at higher levels of the column.
The same process is used in the petrochemical industry. After the crude oil is separated in the refinery, the oil and gas components are once again separated. The results are chemicals and base materials for the plastics industry.
Keeping up with industry standards
Refineries are continuously undergoing modernization to keep up with industry standards and to improve energy efficiency. Being able to offer the latest technology and to perform on-site work safely and on time is the foundation for a good and long-lasting cooperation with customers. Tower Field Service, a business unit within the Chemtech division, performs turnarounds on customer sites.
Sulzer supported Repsol Tarragona in their major refinery upgrade. The customer decided to award the service contract to Sulzer because the company was able to provide the complete solution — modernizing the separation column and protecting it from corrosion. The revamp was performed during a planned maintenance shutdown in summer 2016.

Every day counts
During the shutdown, Sulzer’s Tower Field Service team worked inside the columns. The service representatives dismantled the existing separation trays and packings. Afterward, they applied an upgraded metallurgy to the shell — a so-called weld overlay — and installed the new, Sulzer-manufactured equipment. Weld overlay is a welding process where one or more metals with specific characteristics are applied to a base metal. In this way, it protects the column against corrosion and erosion. In 2015, Sulzer acquired InterWeld, a specialized automated weld overlay company, and it has recently developed state-of-the-art equipment that can operate in extreme conditions.
A shutdown is cost-intensive and every day counts. Because the timeframe was tight, detailed planning and control were required. During the shutdown, the customer asked the team to clad additional sections, which resulted in a surface area that the team needed to protect that was twice as large as planned. Despite the additional scope, the team completed the service within the time schedule.
Saving energy, cost, and time
Thanks to weld overlay technology, corrosion of columns can be slowed down. This enhances the operational reliability of the plant and ultimately saves costs for maintenance and new investments. Not only is the lifetime of the columns extended, but the processes are also more energy-efficient. Since distillation towers consume a large portion of the energy demand of a plant, the development of energy-saving mass transfer technologies is essential.
Sulzer is market leader in the technology for fractionation columns used in separating oil into various hydrocarbon compounds. Over the last few years, Tower Field Service has completed work on many major plant-wide turnarounds around the world. In the past year, it performed over four million man-hours, with projects ranging from 30 000 to over 500 000 man-hours.
Design of column internals is essential
Minimizing shutdown time and costs is not only about the speed of the service team; the effort already begins during the product design phase. The design of column internals can influence how quickly the service team is able to isolate, open, inspect, modify, repair, and close columns. A refinery turnaround has to be performed at intervals of two to five years because the equipment wears down during operation. This is a good opportunity to replace column and separator internals with the newest technology.
Sulzer integrates several features that can reduce column shutdown time. For example, removing and replacing separation trays can take a long time. In fact, the larger the tray, the longer it takes. This is not only because of the enormous size of the trays but also because the different tray panels need to be connected to each other. Sulzer offers boltless panel-to-panel connections called Lip-Slot™. The interlocking tray panels can be quickly secured to each other with a click system instead of having to bolt the panels together. The special design reduces the time needed to install the equipment by up to 50%. This means that service representatives can install two Lip-Slot trays in the time it normally takes to install one conventional tray.
Another time-saving factor is the design of the tray manway panels. There can be as many as 100 separation trays inside a column. They are typically installed at a distance of 400 to 600 millimeters from each other. For inspection purposes, the service team needs to climb all across the tower and access each tray. To access the individual trays, they climb through a small opening in the tray: the manway. To open a conventional manway, service employees need to unbolt several screws. Depending on the size of the column or the tray, it can take up to 10 to 15 minutes to access one tray. Sulzer provides quick-opening manways that allow access to the tray in less than ten seconds. The manways come with handles and special locks that allow them to be opened and closed without losing tightness between the manway panels. The panels can be opened or closed from either the top or the bottom of the tray. Imagine that service employees need to access 20 trays. With conventional manways, it would take them about five hours. With a quick-opening system, the same can be done within one hour. This time-saving technology leads to significant cost savings in turnaround projects.
Equipment in over 100 000 columns all over the world
Sulzer offers more than 200 innovative and high-performance products for separation and mixing technology. They are installed in over 100 000 columns, 40 000 gas/liquid separators, and 100 000 mixers around the world.
In addition to separation, reaction, and mixing technology, Sulzer supplies pumps for refineries and petrochemical plants. The company also provides comprehensive repair and maintenance of gas and steam turbines as well as compressors, which increases reliability and equipment availability.

"Planning and executing large projects is a fascinating job"
Rodolfo Amezquita comes from Mexico and has been working with Sulzer for seven years. He is Sales Manager in the Tower Field Service team within Sulzer’s Chemtech division. In his job, he carries out large turnaround projects for the oil and gas downstream and the chemical industry in Latin America. In these service projects, he coordinates thousands of workers on-site:
"One of our recent projects was a large turnaround of a refinery in Latin America. We performed an extensive refurbishment of two catalytic units and were fully responsible for all the equipment: towers, heaters, exchangers, fin fans, piping, and drums. We even did some civil engineering by building a small overhead walkway in one of the units.
The biggest challenges in this project were the lack of local supplies and equipment as well as the coordination of over 1 000 workers. We had to find vendors in larger cities to meet the demands of the project. We coordinated the employees by dividing the work by units and tasks. Lead supervisors were responsible for the day-to-day tasks and for updating their progress daily. We were all happy in the end. We managed to successfully finish this project with a magnitude of more than 400 000 man-hours on time and without a safety incident. For me, it is really a fascinating job to plan and execute such large projects."
Using the Power of Data
In a pump station, everything comes down to efficiency, performance, and reliability. For customers throughout the industry, optimizing their pumps is a priority. Sulzer offers a data management toolkit that identifies unreliable and inefficient pumps in near real time.
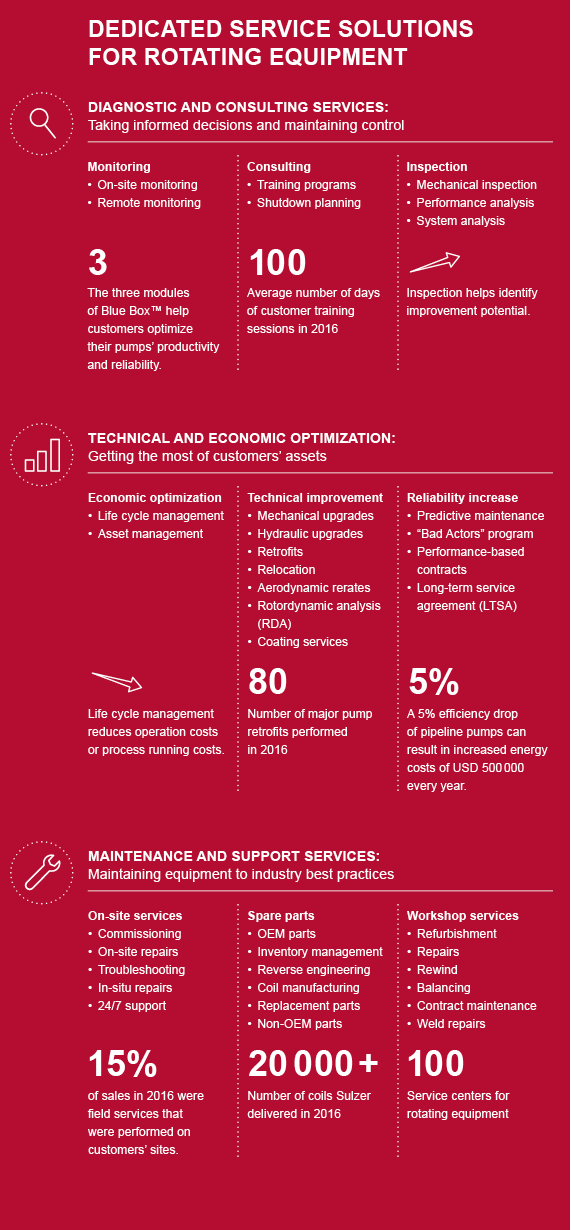
In today’s fast-paced environment, oil and gas, power, and water companies are constantly pressured to reduce costs and increase throughput. However, many face a challenge: they do not know how energy efficient their pumps really are. Collecting and analyzing data is a complex and time-consuming process. Nevertheless, unless it is done, there is no way to be able to identify and improve energy efficiency. Besides, the farther away a pump operates from the best efficiency point, the higher its vibration and the more frequent the outages are. Sulzer has developed a data management toolkit called Blue Box™. Blue Box helps customers optimize their pumps’ productivity and reliability. It consists of three modules:
- Data acquisition: Data is collected to be able to evaluate the actual efficiency and reliability of the equipment.
- Data analysis: A customized dashboard enables customers — with the help of Sulzer experts — to analyze the data. In this way, they can identify unreliable and inefficient pumps.
- Targeted actions: Based on the analysis — which includes information about payback time — the customers can decide if they want to modernize the equipment through a retrofit.
An example from a North American pipeline company illustrates to what extent energy efficiency directly affects costs. Data, mastered by Blue Box, revealed that the efficiency of the pipeline pumps suddenly dropped by 5% from one day to the next. This resulted in an increase in energy costs of half a million US dollars every year. Only if these efficiency gaps are visible can customers make well-informed decisions and initiate measures.