Media release
October 10, 2022MSN-RO and A-RO pumps deliver higher efficiency and lower total costs for desalination projects
Pumps are a critical equipment category for the desalination industry. They make up a significant part of the capital investment of facilities, while the energy they consume accounts for 60 to 70 percent of the final cost of the water produced. In addition, today’s rising energy costs are putting pump efficiency into even sharper focus. Sulzer has continued to meet market requirements by designing pumps that consume less energy, reducing costs and improving sustainability for operators.
MSN-RO: next generation efficiency
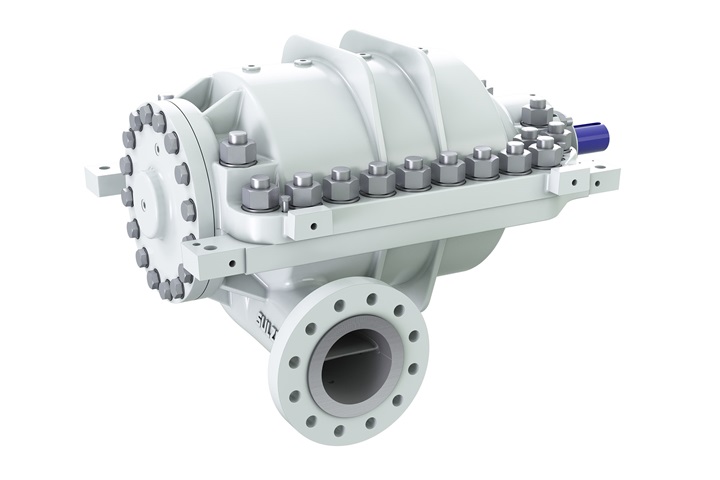
The MSN-RO high-efficiency pump is designed for modern, large-scale desalination applications with large, independent RO trains with capacities up to 35’000 m3/d. The multistage axial split casing pump is based on existing Sulzer designs that have a proven track record in the sector. Its hydraulic section, lubrication system and balancing devices come from the MBN-RO pump. Its axial split casing, designed to simplify maintenance, is derived from the MSD-RO range.
The MSN-RO also incorporates several significant enhancements, designed to improve operating efficiency while reducing capital costs. The diffuser and discharge volute have new high-efficiency designs, optimized through extensive computational fluid dynamics (CFD) analysis. The renewable stationary wear parts within the pump are manufactured from polyetheretherketone (PEEK) engineering polymer, with minimal clearances for the highest efficiency.
The primary bearings of the MSN-RO are also made from PEEK, and are water lubricated. This approach significantly simplifies the operation and maintenance of the pump, by removing the requirement for forced oil lubrication and cooling system, which also eliminates the potential risk of lubricants contaminating process water.
A-RO: capacity boost
Sulzer’s AHLSTAR end-suction single-stage centrifugal pumps are already widely used by the desalination industry, both as intermediate pumps for first stage high-pressure feed pumps, and as a primary supply for second pass services. The design is known for its high efficiency and ability to maintain performance across a wide operating range.
Now Sulzer has extended the AHLSTAR range to higher flow rates and slightly higher heads, to satisfy high efficiency needs along the entire pressure range. These additional sizes are aimed at large modern plants offering cost-effective solutions for a wide range of applications.
Both the A-RO and MSN-RO pumps follow Sulzer’s principle of delivering a highly configurable, modular design. In combination with its global manufacturing and engineering support capabilities, this allows Sulzer to offer tailored solutions for the desalination sector’s end-to-end pump requirements.
For more details please visit:

Your contact