STR 05/2020
40 years of experience in packing Styrene columns
We can’t talk about Mellapak without talking about the history of structured packing. The need for high efficiency mass transfer device was driven by the booming nuclear industry in the early 1950’s. Sulzer took the early step with the acquisition of Kuhn columns which satisfied the need to a certain extent. However, it came with its own limitation of capacity, maldistribution sensitivity and complicated feed arrangement. Subsequently Sulzer developed the BX/CY wire gauze structured packing based on its experience with Dixon rings. It is a well-made packing which helps with the separation of heavy water, but it is too expensive for large columns. Then the sheet metal packing was introduced, which has much bigger crimp height and better resistance to fouling tendency.
The need of Styrene industry
The crude styrene produced in the dehydrogenation reactor typically contains 60~65% Styrene Monomer (SM) which needs to be separated from Ethyl Benzene (EB). The relative volatility between the EB and SM is very small which requires a super fractionator to separate them. The SM product which goes into polymer production must meet a stringent specification for EB content. On the other hand, the recycle EB can’t have a large quantity of SM which may deteriorate the effectiveness of the dehydrogenation catalyst.
Until late-70’s, the EB/SM splitters were equipped with trays. Typically, these columns generate larger pressure drop. The trays need to be operated with very low column top pressure, so that the bottom temperature can be maintained within a reasonable value. The higher temperatures will accelerate the rate of styrene polymerization. Even a 300 KTA SM plant would require a column diameter as large as 9 m (30’). The tray tower in this service used to be an energy guzzler as well. The styrene industry needed a new type of column internal which can reduce the pressure drop, size of the column and save energy.
Mellapak
Sulzer believed that the Mellapak can be used in the separation of EB and SM. However, it was not an easy task to convince the industry to change from trays to structured packing. The industry was apprehensive about the ability of sheet metal packing to handle the polymerizing product like Styrene. Sulzer procured an actual industry sample of crude styrene and distilled it in its own pilot column to prove the separation between EB and SM was achievable with Mellapak structured packing. It further demonstrated that the lower pressure drop with proper polymer inhibitor can help to reduce the polymerizations substantially. The styrene industry started to adopt structured packing because it gave huge advantages over trays giving much lower pressure drop, leading to less polymerization, and higher efficiency per unit column height as well as higher capacity for a given column diameter.
The tray columns in styrene service were usually designed with a single pass design. The liquid is collected in the downcomer and distributed again in the next tray. It didn’t pose any maldistribution issue, but the overall pressure drop limited the number of trays to 70~80 in this column.
The separation of EB and SM requires more than 90 theoretical stages to provide an optimum design. The rectifying section may require ~ 30 NTS and the stripping section will require ~ 60 NTS. Before moving to conceptual design with structured packing, the column design must address the following questions. How many NTS can be accommodated in a single packed section? How good is a good distribution quality? What is the minimum requirement? One must find an answer for these multimillion-dollar questions. Otherwise, the industrial column may fail to meet the expectations. The study on maldistribution helped answer these questions.
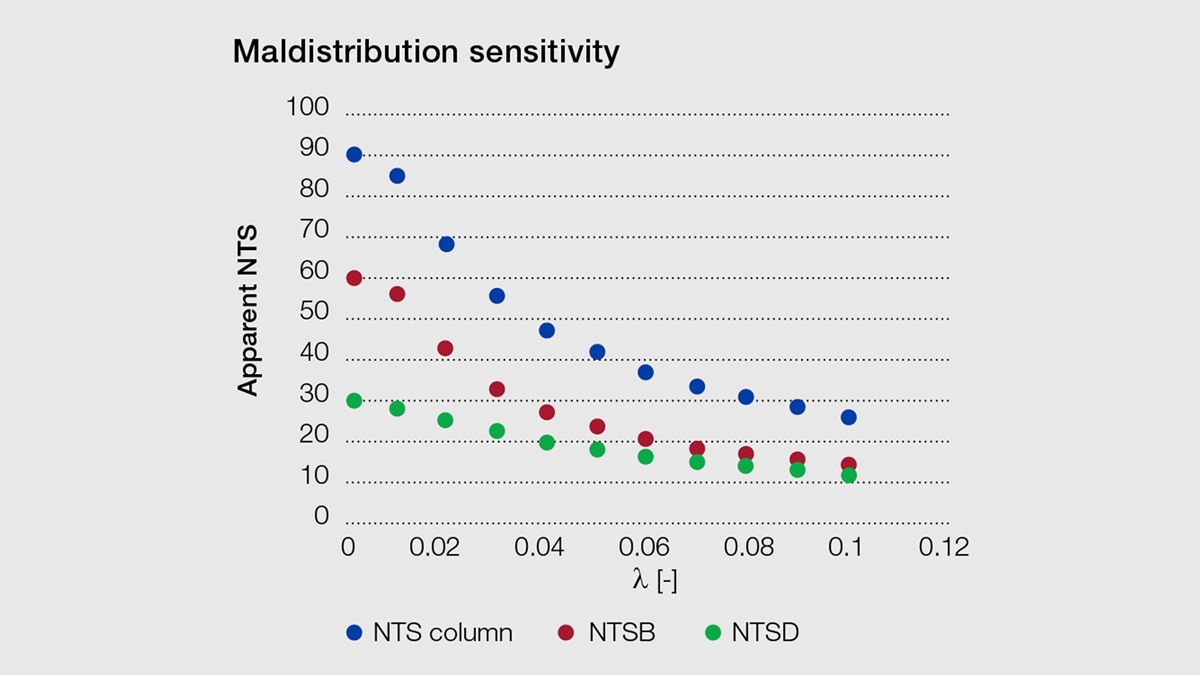
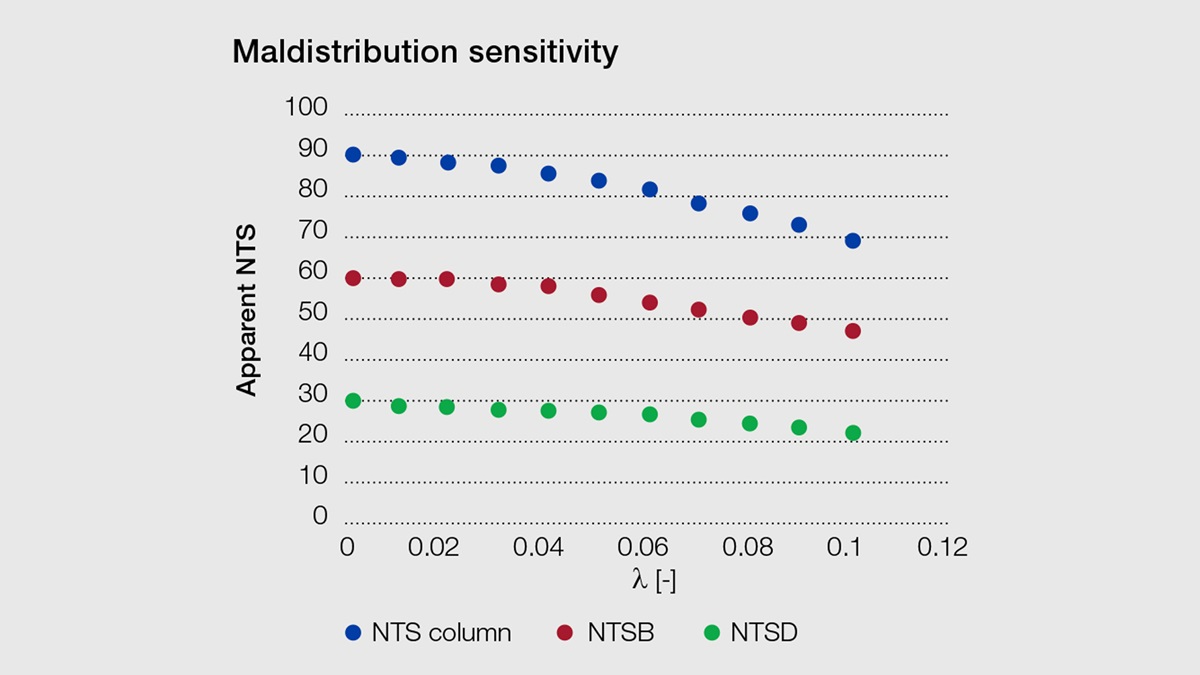
Theoretically, the effect of maldistribution was studied by assuming a single bed of rectifying section and a single bed of stripping section (Fig. 1). It was noticed that the packing efficiency deteriorated by 20% even for 2% Liquid mal-distribution factor, so it is impractical to have this configuration for an industrial column. Then the rectifying section was divided into two beds of packing and the stripping section into four beds of packing (Fig. 2). The maldistribution sensitivity is reasonable, and a good distributor design will be able to provide the necessary packing efficiency for this column.
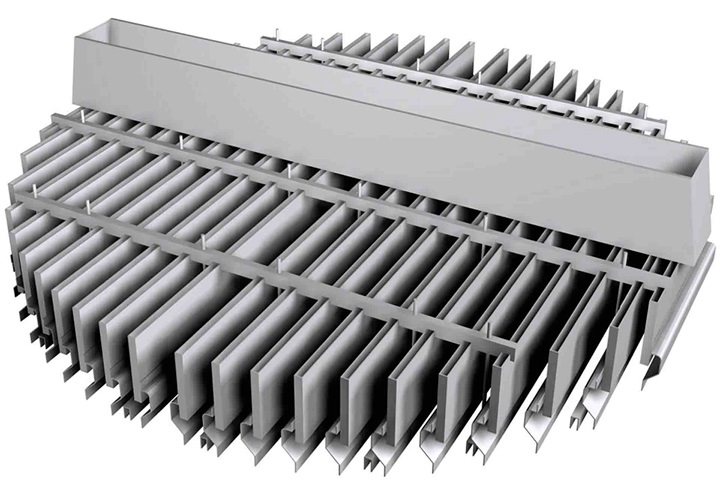
How do we ensure a good distributor design? In those periods the industry was familiar with deck and spider pipe type distributor. Those types of distributors have their own limitations to provide uniform distribution quality. Any proposed distributor must withstand the polymerizing environment. Sulzer started to investigate the trough type distributors. The distribution quality needs to be proven before installing it on the industrial column. We built a test facility to verify the distribution quality of distributor. All distributors are tested in this test rig (Fig. 3).

Tray vs Structured Packing in Styrene Service
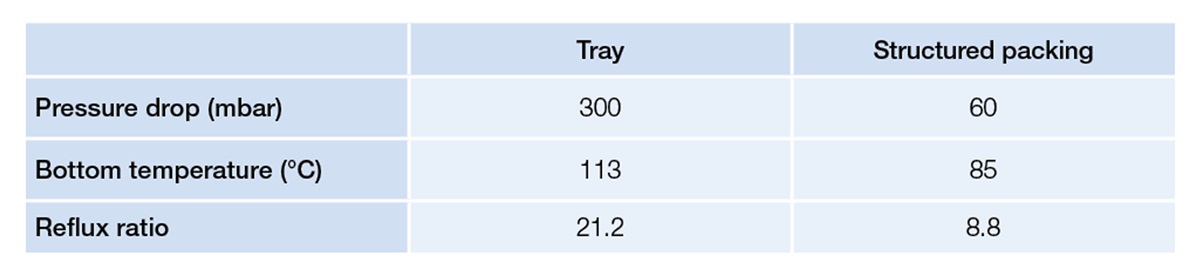
Needless to say, the tray column has higher pressure drop by nature of its functionality to make the vapor -liquid contact, whereas the packed column has a film flow on the sheet metal surface. The vapor liquid contact on the packing surface doesn’t have to generate high pressure drop. There is a tremendous decrease in overall pressure drop with structured packing. The average pressure in the tower assuming same overhead pressure is so much lower than with trays that the relative volatility of the components is higher on most theoretical stages in the lower beds. This leads to lower required reflux rates and energy saving. The low pressure drop also helps to reduce the bottom temperature substantially, thus reducing the risk of polymerization. In addition, the trays are holding a large quantity of liquid. The Mellapak helps reduce the liquid hold up by several fold, which also mitigates the risk of polymerization. Similarly, the lower liquid holdup volume lowers the residence time, which in turn reduces the thermal degradation of the product. Last but not least, the packed columns are designed with a higher number of theoretical stages which helped to reduce the reflux ratio and heat duty. A typical comparison of the key parameter between a tray and structured packed column is presented as follows:
The Styrene tower with Mellapak structured packing made a huge improvement in performance. From the early 80’s, the industry started to design the new towers with structured packing. Most of the trayed columns got revamped to structured packed column.
MellapakPlusTM
Even though, Sulzer provided the best solution to the styrene industry with Mellapak packing, we didn’t want to stop exploring new ideas and improve the best.
We noticed that the Mellapak packing elements at the interphase pose the limitation for capacity increase. It has a higher pressure drop and liquid hold up at the interphase between the elements. The packing started to experience the flooding at the interphase much ahead of the bulk of the packing.
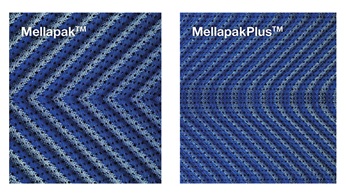
In 1999, Sulzer introduced the second generation of structured packing MellapakPlusTM. This new packing has a progressive change in the corrugation angle (Fig. 4). The S – shape at the interphase between the elements reduces the pressure drop and liquid hold up. Subsequently, the MellapakPlus made a huge improvement in the capacity and pressure drop over Mellapak.
VEP Liquid Distributor
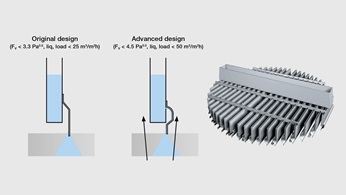
MellapakPlus has enabled the columns to handle much higher throughput which was an impossible task by a trayed column even with the Mellapak column. The design of the internals which were made for Mellapak column must stand the test of higher vapor load with MellapakPlus column. The standard baffle in the VEP tends to have entrainment at higher vapor loads. We made improvements to the baffle design of the VEP liquid distributors (Fig. 5). It helped to compliment the MellapakPlus column to provide the best possible solution for the Styrene application.
Today, the Styrene columns are designed with more than 100 theoretical stages arranged in several beds. This allowed these columns to be designed closer to the minimum reflux which eventually helped save energy consumption. The Styrene tower with MellapakPlus packing made a quantum leap in performance in comparison to the tray towers.

Conclusion
There are not many products in the world which can survive the ever-changing technological boom in the industry, but the Sulzer MellapakTM family has crossed the major milestone of 40 years in this industry. Today, more than 100 Styrene columns are in service with Mellapak and MellapakPlus in column diameters as big as 10 m. The Sulzer proprietary packing & internals has proven itself to be the most reliable and energy efficient mass transfer technology in the world.
Contact our dedicated team below
Our process engineers and licensing specialists are available for you.
Our process experts and licensing specialists are available for you.