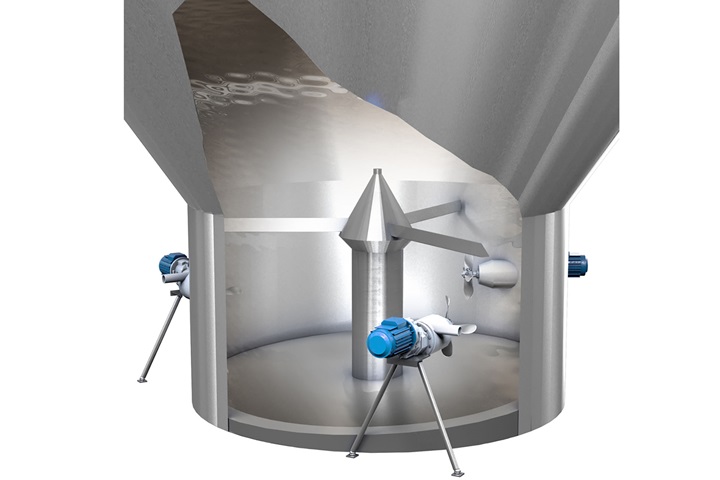
Tower management systems
SALOMIX tower management technology offers a wide range of systems for industrial tower applications. SALOMIX TES, SALOMIX GLI and SALOMIX VULCA systems are used to improve tower applications' process performance leading to reduced cost and improved end product quality.