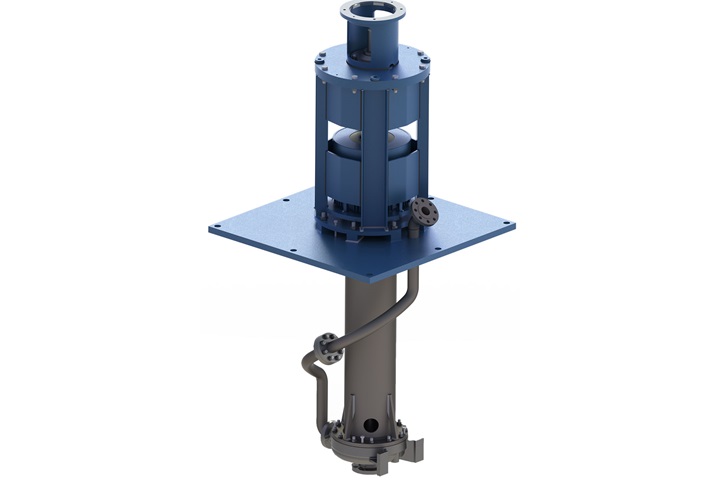
Vertical sump pumps
Vertical sump pumps are intended for use in the industrial pumping applications to pump clean or lightly contaminated liquids, fibrous slurries and liquids containing large solids from the deep sumps. The pumping head is suspended into the pumped liquids and the drive motor is dry installed on the top. The pump has separate discharge pipe and support pipe column. The vertical sump pump has a vertical line shaft with slide bearings or cantilever design without slide bearings.