- High efficiency
- Low NPSH (net positive suction head)
- Minimized total cost of ownership
- Reliable and flexible design to ensure maximum installation availability
- Low energy consumption due to high efficiency
- Low spare part costs due to high standardization
- Easy installation and unique design reduce maintenance costs
Process pump type Ensival Moret EMTECH
Versatile solutions for your demanding process
EMTECH horizontal single-stage end-suction pump range has been designed for demanding process pumping applications. It fulfills energy efficiency regulations across all industries and exceeds the requirements of ISO 5199 international standard. Efficient hydraulics reduces total cost of ownership (TCO).
- Clean and slightly contaminated liquids
- Viscous liquids
- Fibrous slurries
- Sticky liquids
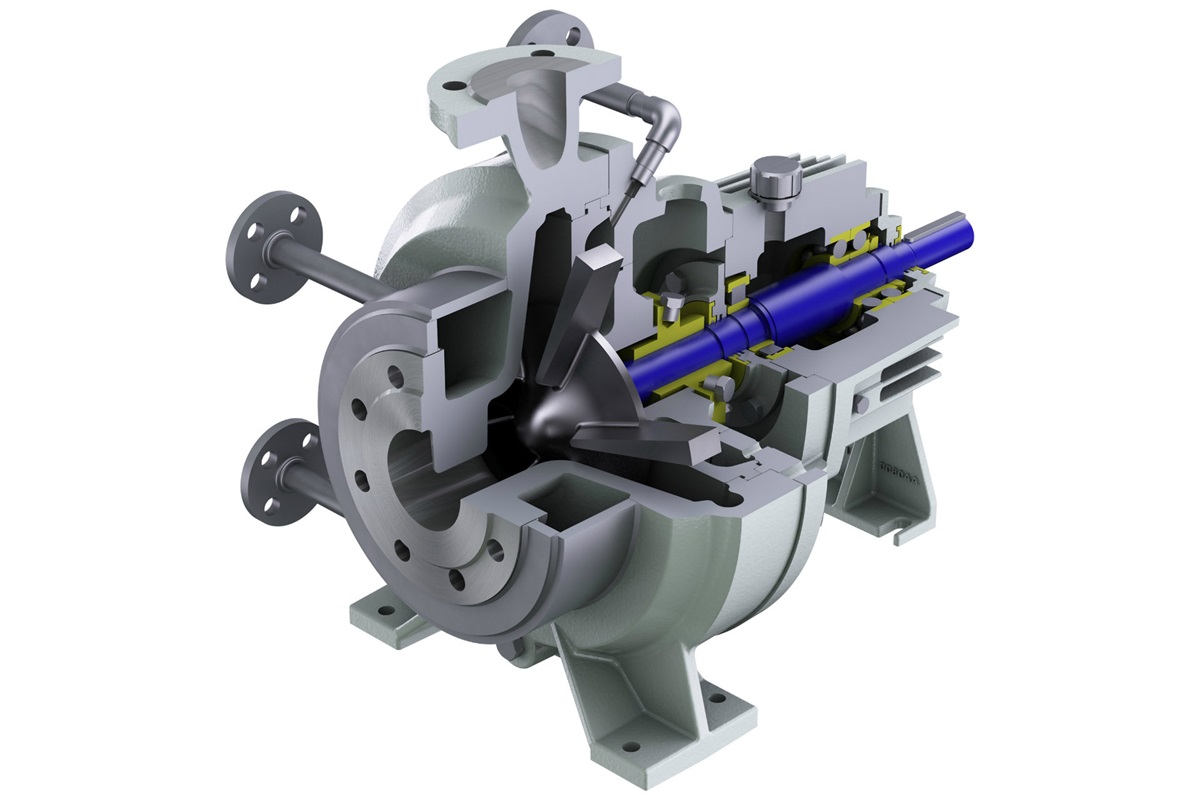
Main design features
- Construction in accordance with ISO 5199 and dimensions in accordance with ISO 2858
- Innovative, high efficiency hydraulics
- Back pull-out design: dismantling without disturbing piping or motor
- Impeller of open or closed type
- Shaft sealing with mechanical seal or hydrodynamical seal
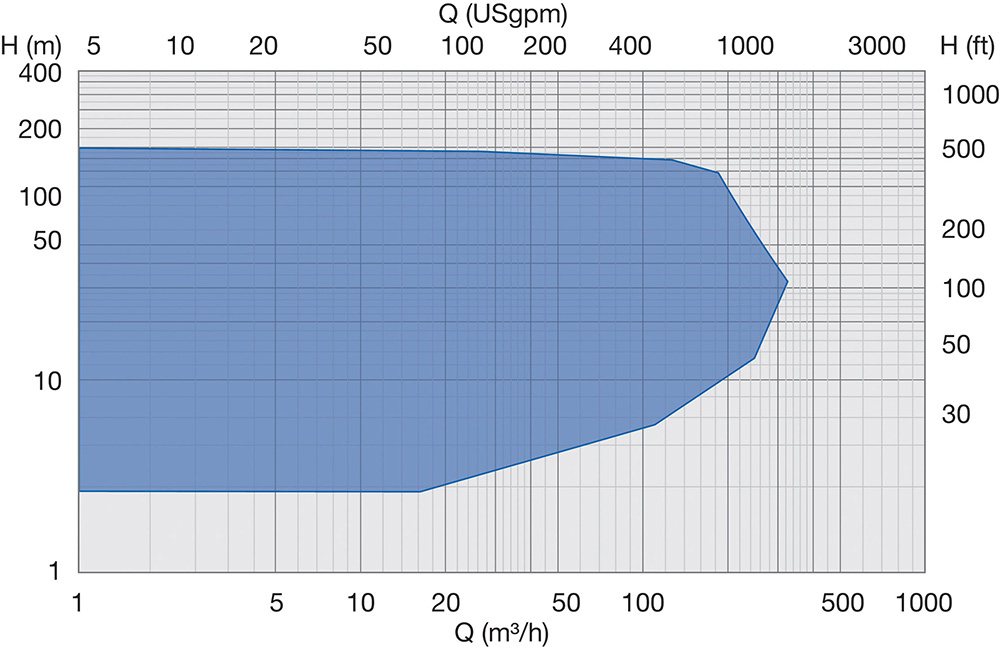
Key characteristics
| Capacities | up to 350 m3/h / 1,540 USgpm |
| Heads | up to 160 m / 525 ft. |
| Pressures | up to 20 bar / 290 psi |
| Temperatures | up to 180 °C / 356 °F |
| Maximum speed of rotation | up to 3,600 rpm |