- Heavy-duty design
- Suitable for contaminated/corrosive gas
- Low maintenance
- Silent running
Liquid ring vacuum pump type Ensival Moret VRN
Liquid ring vacuum pump for demanding applications
The VRN liquid ring vacuum pump range, mainly present in the fertilizer industry, has been designed as the best solution for vacuum applications where wet or extremely humid and slightly contaminated gases are ingested.
- Filtration under vacuum
- Vacuum condensers
- Crystallization
- Concentration
- Evaporation
Main design features
- Single-stage pump with inlet via guide plates at both ends of the rotor
- Shaft sealing by packing with inserted lantern rings
- Shaft fully protected
- Self-adjusted compression rate
- Not affected by liquid or dust
- Water saving reservoir at pump discharge
- Eccentric blade impeller between bearings
- Fabricated or cast cylinder
- Extensive material range
- Various sealing options available
- Compressor operation design available
- Liquid ring water supply optimization
- Partial / total water recirculation system
- Epoxy fiber separator
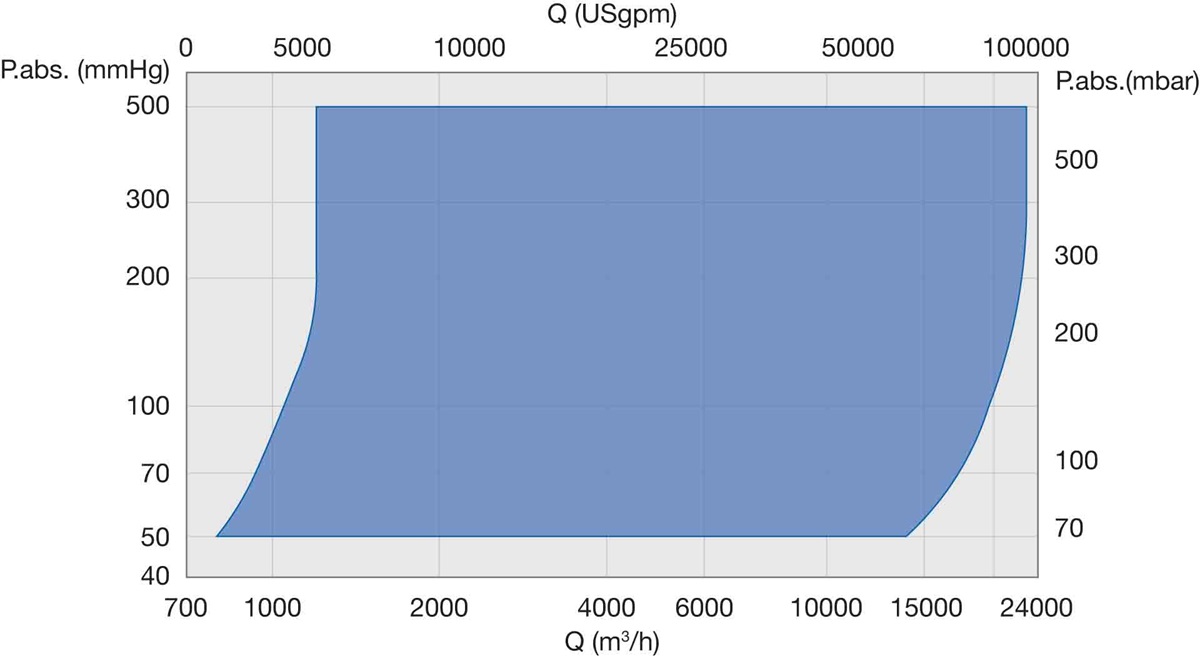
Key characteristics
| Capacities | up to 23’000 m3/h / 101’265 USgpm |
| Absolute suction pressure | up to 50 mmHg / 50 mmHg |
| Temperatures | up to 50°C / 122°F |