- The Sulzer MPP range of pumps is of the helico-axial design originally developed in the 90’s by Institut Français du Pétrole (IFP)
- Such pumps are particularly well suited to high capacities. Current installations include pumps with a total capacity of over 500,000 bpd
Dunbar field life extension using Sulzer multiphase pumps
The largest offshore multiphase pumps in use
The advent of high power multiphase pumps is changing the world of oil production, in particular by allowing the exploitation of fields nearing the end of their useful lives. This revolutionary technique has been operated since autumn 1999 on the Dunbar platform, in the UK sector of the North Sea.
Multiphase pumping is essentially a means of adding energy to the unprocessed effluent which enables gas/liquid mixtures to be transported over longer distances without the need for prior phase separation. This also enables the wells to produce at a lower WHFP (Wellhead Flowing Pressure) and consequently:
- The production from existing fields and weak wells is increased
- Ultimate recovery is increased
- The life of a field can be extended
- Development costs are reduced
The Dunbar field
The Dunbar development is an example which demonstrates how these benefits have been realized in the field.
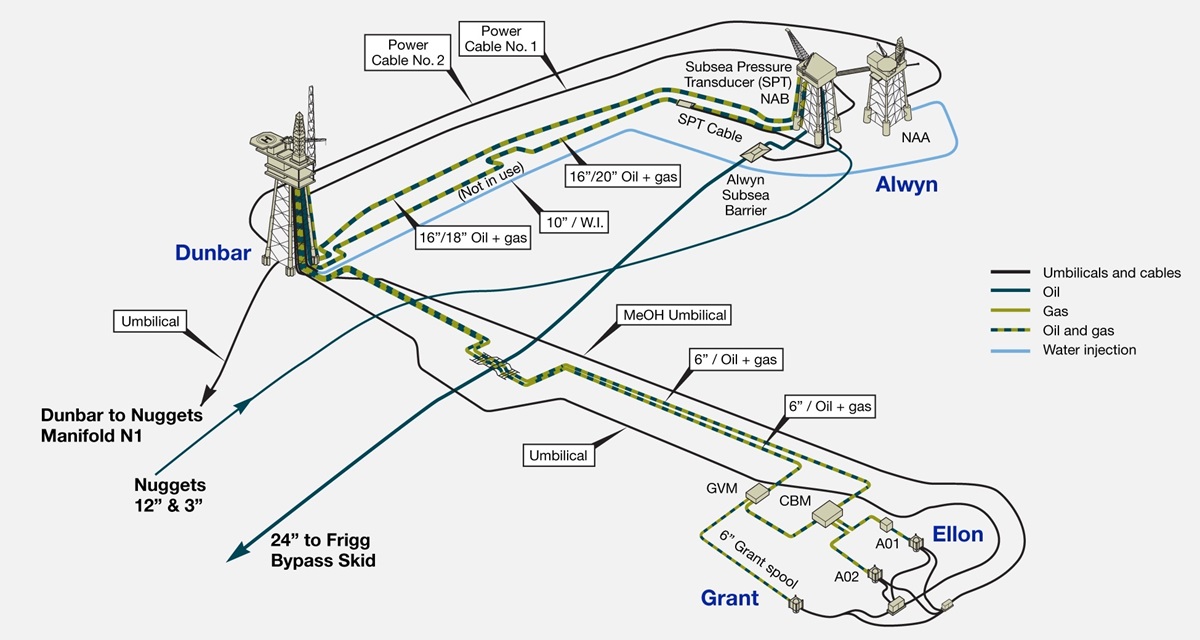
The field is located 120 km North East of the Shetland Islands and 440 km from Aberdeen. Dunbar is a wellhead platform which is operated as a satellite of the Alwyn North Platform located 22 km to the North East.
In the first phase of production, the wellhead pressure was sufficient for the effluent to flow naturally from Dunbar fields along a 16” multiphase pipeline to the Alwyn platform.
The introduction of multiphase pumps on Dunbar for the second phase has enabled production to continue in the face of declining wellhead pressure.
The two main alternatives considered for the second production phase were:
- Firstly a conventional system (fig. 1) comprising a separator operated at low pressure with the liquids pumped and the gas compressed upstream of the multiphase pipeline.
- Secondly an innovative system (fig. 2) using multiphase pumps to boost the low pressure wells directly into the multiphase pipeline.
Multiphase pumps were selected in preference to a separator based solution because:
- There were no major modifications required to the existing process facilities other than tie-ing in the MPPs
- They provided a more cost effective solution being 50% lower CAPEX
- Weight and space restrictions on the Dunbar platform favored the design of the MPP cantilevered module extension. This module was over 30% lighter than a conventional system and installing the pumps vertically minimized the space requirements
- Operational flexibility was provided by implementing a well segregation scheme


Well segregation scheme
This scheme of three independent production headers (High Pressure HP, Low Pressure LP and Low Low Pressure LLP) makes maximum use of the natural energy of the wells which means that electrical power requirements are minimized:
- High pressure wells bypass the pumps
- Lower pressure wells are routed to one of the two MPPs in order to maximize production. In the early years of MPP operation this routing was based upon the wellhead pressures (see LP and LLP wells on fig.2). In recent years other factors such as gas-to-liquid ratio and water production have also influenced the routing
About 20 wells are routed to the MPPs at present with others planned in the future in order to accelerate their production.

Pump package
The pumpset packages were supplied by a consortium between Sulzer, ABB and Total Fina Elf. Each pumpset comprises the following main items:
- Process cooler
- Buffer tank at pump suction
- Multiphase pump
- Epicyclic gearbox
- Lube oil and seal oil systems
- Electric motor
- Frequency converter
- Transformer
- Anti-harmonic filters

Installation
The two pumpset packages were incorporated into a module at the fabrication yard. The module of 12m x 7.5m x 19m (LxWxH) dimension and 650 tons weight was hooked up to the platform in the summer of 1999 and the pumps commissioned in November of the same year.

Control and monitoring
The pump can either be run in manual or automatic mode:
- In manual mode, the operator manually adjusts the speed to maximize the production while maintaining the pump within its preferred operating envelope
- In automatic mode, a torque set point is defined by the operator and the pump speed is automatically adjusted to reach this set point. Automatic torque control dampens liquid slugs in order to minimize pump vibration

Pump design features
- Helico-axial impellers and split diffusers
- Vertical barrel installation
- Axially split inner casing
- Twistlock design to facilitate cartridge withdrawal
- Tilting pad bearings
- Balance piston
- Super Duplex metallurgy
- SUMEPUMP™ coatings on all wear parts
These are the largest multiphase pumps installed offshore worldwide.
Original rated conditions
| Total capacity | 180,000 bpd |
| GVF | 75% |
| Suction pressure | 50 - 70 barg |
Discharge pressure |
125 barg |
| Speed range | 3,500 to 6,000 rpm |
| Motor rating | 4,500 kW |
Multiphase pump design upgrades
The reducing Dunbar wellhead pressures over time increased the ratio of gas-to-liquid flowrates. This produced liquid slugs that caused MPP instability, particularly increased sub-synchronous vibration, sometimes causing MPP trips and lengthy platform downtime.
Sulzer R&D center located in Winterthur, Switzerland dedicates a lot of efforts on developing new solutions for multiphase pumps. The charts below show the reduction in sub-synchronous vibration resulting from a revised balance drum design (design 2 is with revised balance drum).


The Sulzer partnership
Good collaboration between Sulzer and Total has allowed this work to be successfully applied to the Dunbar MPPs in 2013 to overcome instabilities resulting from reduced wellhead pressures. The modifications to the pump include:
- Re-design of the balance drum providing additional damping
- Significant changes to the hollow shaft manufacturing process providing additional stiffness and better pump rotordynamic behavior
- Installation of a Sulzer patented damping device on the shaft to provide additional damping
These modifications together with good management of well routing has allowed further reduction of wellhead pressures and increased MPP availability to over 90%.

Evolution of process conditions from 1999 until 2015
The depletion of Dunbar wells has led to a significant decrease of the wellhead pressure. These pressures have reduced from about 70 barg in 1999 to less than 30 barg in 2015.
The required discharge pressure has also reduced, from about 125 barg to about 70 barg, due to less pressure drop in the export pipeline to Alwyn platform at lower production rates. Consequently, the pump pressure rise has remained constant at between 40 and 50 bar.
However, the inlet Gas Volume Fraction (GVF) has increased from 77% in the early days to 90-92%.
Thanks to the wide range of operation of the helico-axial hydraulics, the pump is still in operation with the same hydraulic design as in 1999.
Future Dunbar MPP operation
Total E&P UK and Sulzer are confident that the flexibility of the MPPs will help optimize late-life production from the Dunbar reservoir. Wellhead pressures of 20 barg and below are possible without the need for significant investment.
The present focus is on maximizing MPP speed as the pressure rise achieved for a given inlet pressure and inlet gas-to-liquid ratio increases rapidly with speed.



Acknowledgments
Richard Tanner (Total E&P UK)
Steven McGhie (Total E&P UK)
Clive Whilde (CWCS Ltd on behalf of Total E&P UK)
Pierre-Jean Bibet (Total E&P)
Robert Brown (Sulzer)
Thomas Welschinger (Sulzer)
Steven McGhie (Total E&P UK)
Clive Whilde (CWCS Ltd on behalf of Total E&P UK)
Pierre-Jean Bibet (Total E&P)
Robert Brown (Sulzer)
Thomas Welschinger (Sulzer)
Your contact