Stress resolution…
Resolving stress corrosion cracking in steam turbines
Older steam turbines are prone to stress corrosion cracking of the turbine blades for a number of reasons and understanding the causes and potential solutions can help to minimize downtime and improve reliability. In this case, reviewing the findings of two examples will enable operators of similar equipment to modify existing processes and make their own checks during planned outages.
By examining case studies and in-depth analysis of equipment failures, it is possible to introduce new strategies that will benefit a business in the future. Using information gained by original equipment manufacturers and expert maintenance providers such as Sulzer allows similar issues to be avoided.
Case Study #1: Microscopic investigation
In the first case, the row six disk of an integral steam turbine rotor developed cracks in the root sections of the blades. The turbine had an operating speed of 9,900 rpm and the steam inlet temperature was 400 °C (750 °F). The equipment had been well maintained and the service history was available to the maintenance engineers.
The root of each blade is under particularly high mechanical load and the design of this rotor used two root lengths to offset the stress loading and to minimize the risk of cracking in the disk housing. In this case, a total of seven roots with cracks were identified using a magnetic particle inspection process.
The next step is to determine the cause of the cracks and several inspections were carried out. Initially, four cracks were opened mechanically and the fracture surfaces were examined using a scanning electron microscope (SEM), which showed evidence of intergranular cracking. There was no evidence that other fracture mechanisms, such as fatigue, had played a role in the failure.
In addition, optical metallography was used to examine a section of the cracked area and found branched cracking immediately below the fracture surface. In conjunction with the findings from the SEM observations, the cause of the cracks was confirmed as stress corrosion cracking.
Material composition
Eesan Vamadevan PhD, Senior Metallurgist at Sulzer, explains: “Chemical analysis and testing of the mechanical properties of the components involved in the failure is very important. The alloy (ASTM A470 Grade C) used in the composition of the rotor disk was confirmed using optical emission spectroscopy. The mechanical properties were also tested and only the tensile strength was found to be out of specification; in fact, it was higher than the maximum value specified and typically this can lead to increased susceptibility to corrosion.”
Further investigation was carried out using energy dispersive spectroscopy (EDS) to determine the chemical composition of the material at the fracture surface. Aside from the elements that were expected to be found in the base metal alloy, the EDS identified sodium, magnesium, tin and chlorine. The most likely source of these elements is the steam used to power the turbine.
Design analysis
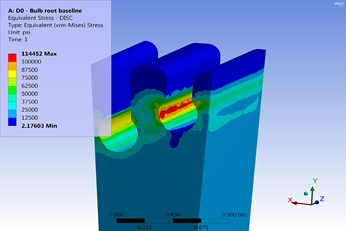
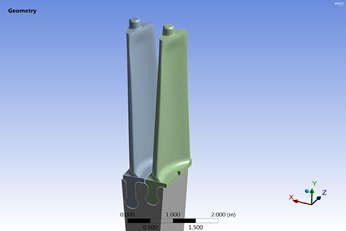
In order to address all of the possible causes for the cracks in the rotor disk, an investigation into the stresses using finite element analysis (FEA) was carried out. This involved creating a 3D computer-generated model of the disk with the blades fitted. The stress analysis looked at the maximum values generated while the rotor operated at maximum continuous operating speed (MCOS).
In this case, the equivalent stresses in the disk at the short blade root exceeded 100 ksi all the way along the root axial width, however, the maximum stress value is 114 ksi, which is less than the measured yield strength of the material, 125 ksi. This provided further evidence that the stress alone was not sufficient to cause the material to yield, rather, that stress corrosion cracking was the primary cause of the failure.
Evaluating the root cause
For stress corrosion cracking to occur, three conditions must occur:
- The alloy is susceptible to stress corrosion cracking
- The stress intensity factor is above the threshold value
- A corrosive environment is present
In this case, the higher tensile strength levels made the alloy more susceptible to corrosion and the location of the high stress region within the disk corresponded perfectly with the crack initiation locations found during the MPI. Finally, the presence of chlorine at the fracture site indicated a corrosive atmosphere, which led to the cause of the failure being confirmed as stress corrosion cracking.
Mitigating actions
Kirill Grebinnyk, Engineering Analysis Group Lead for Sulzer, explains further: “To avoid stress corrosion cracking it is necessary to only remove one of the prerequisite conditions. Modern steam turbine components use the latest alloys as well as different blade root designs. In this case, redesigning the blade root to reduce the peak stress levels would not be feasible because the ball root design is very compact and does not allow for much improvement in the stress profile.
“The more obvious solution is to address the presence of corrosive agents in the steam. Conducting a complete analysis of the steam being used in this machine will allow the chemicals to be identified and subsequently the quality of the steam can be improved.”
Case study #2: Learning from others
A similar failure of a steam turbine’s row six disk’s root section was investigated using very similar processes. Apart from some minor variations in material quality, the major mechanical property that did not meet the required specification was the measured impact value, which was considerably below specifications.
Further investigation using a SEM showed that the entire fracture surface exhibited intergranular failure mode. This was confirmed after assessment of a polished section inspected using optical microscopy that also indicated branched cracking. In addition, EDS analysis found heavy oxide on the fracture surface. All of these findings confirmed that the failure had been caused by stress corrosion cracking.
After chemically etching a polished sample of the fracture surface, it was clear that microstructure did not show fully tempered martensite. Combined with the low impact values, this indicated that the forging had not been properly heat treated and this may have accelerated the crack propagation in the disk.

Root cause & prevention
Getting to the root cause of a failure within a steam turbine can take considerable effort and may require a suite of technical evaluations to be carried out. However, this time will be well spent as the performance and reliability of the turbine will be assured and this information may also be useful for similar pieces of equipment.
Using experience and expertise, it is possible to identify a cause and recommend remedial actions that will prevent further incidents. Passing this information onto others who operate in a similar field will help them to understand the importance of regular inspections and regular maintenance.
Sulzer is a leading independent repair specialist that can provide turnkey solutions for steam turbines; from inspections to preventative maintenance to complete overhaul, including redesigning components for improved efficiency and reliability. With a global support network, Sulzer can provide an immediate response anywhere in the world and call upon decades of experience in delivering successful repair projects.
Contact
Services Division
Sulzer Management Ltd