Repair and revamp of compressor rotor
Re-engineered rotor improves performance for 4 MW refinery compressor

The individual roles of centrifugal compressors are many and varied, depending on the process in question, but one constant remains – the need to perform reliably. Rigorous maintenance schedules and condition monitoring are usually employed to ensure that reliability and efficiency are maintained. Continuous service is also ensured in this case by maintaining a spare rotor assembly for each compressor which allows any repairs to be completed without any impact on the refining process.
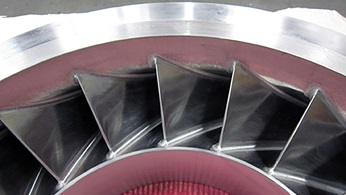
This particular project started when the maintenance engineers were completing a rotor change on a 4 MW centrifugal compressor as part of a routine maintenance program. Once the rotor had been removed from service, a visual inspection showed damage to the impeller blades, with both cracks and heavy erosion in evidence. The repair project would require a range of skills and equipment all of which would be coordinated through Sulzer’s Jänschwalde Service Center, which would act as the single point of contact for the client.

End of design life
Previous to the rotor being changed, issues had also been raised with the performance of the inter-coolers on each stage of the four-stage compressor, which were becoming less efficient. With the original compressor having been built in the 1970’s, the inter-coolers had reached the end of their design life and were due for replacement. A set of new, more efficient inter-coolers had therefore been purchased and were ready for installation.
At this point the reliability engineer at the refinery was presented with several options to consider with regard to the rebuilding of the rotor under repair. The project could allow several improvements to be made to the performance and efficiency of the compressor and also ensure that the new inter-coolers performed at optimum efficiency.
Initial contact was made with the original equipment manufacturer (OEM) as well as Sulzer, which specializes in the servicing of rotating equipment and already had a service station located on the refinery site. Sulzer was able to offer a complete solution including design, analysis, evaluation and manufacturing from a single source that also proved to be more cost effective than the OEM option.
The project was divided into two tasks: the repair of the rotor and the investigation into design improvements that could increase performance and efficiency. By selecting Sulzer, the client gained access to the extensive knowledge and expertise of its engineers with the Rotterdam Service Center providing specialist skills for compressors. The project was managed by the Jänschwalde Service Center to provide the client with coordinated feedback and progress reports.

Performance enhancement
The most obvious hurdle to improving the design of the rotor was the lack of access to the stationary section of the compressor, since it was still in operation with the replacement rotor inside. However, Sulzer engineers used their experience and expertise to work around this, starting with a complete scan of the rotor shaft that was digitized into a 3D CAD model to work with.
The first task was to recreate the compressor, in its current configuration, as a 3D model and to use the latest software to generate a performance chart for the complete compressor, including the existing inter-coolers. The data generated from this model was then compared to the actual data from the compressor itself. In this way the model could be refined to ensure that the correct working parameters were being used.
Once the accuracy of the model was confirmed it was then possible to introduce design improvements to the impellers, the labyrinth seals, the inter-coolers, the bearings and the shaft itself. Each design change was simulated and evaluated in order to compare the performance of the alternative designs. Since the impellers were already damaged, they would have to be replaced but modern design and manufacturing techniques would allow for much higher efficiency components to be installed that would also utilize the additional capacity of the new inter-coolers. Modifications to the vane geometry would ensure the optimum inlet flow angle which would also improve the mass flow rate (MFR).
Further improvements were also evaluated for the labyrinth seals, where the introduction of a polymer material would allow the seal clearance to be reduced which would reduce losses from the compressor. Each modification was assessed for its benefit to the performance of the compressor before being presented to the client.
The evaluations showed the most significant performance improvements would be as a result of optimizing the four impeller stages and installing the new coolers which would result in a 20% increase in MFR. Of this only 2-3% of improvement would be as a result of changing the inter-coolers, the majority came from redesigning the impellers. An additional 3-4% could also be gained through changing the labyrinth seal material and improving the clearances.
Manufacturing precision
Having costed the various proposals from the Sulzer engineers, the client selected changes to the impellers while choosing to hold off on the remaining improvements for the present time. Having perfected the 3D designs, it was just a simple task of creating the manufacturing drawings for the engineers that would complete the final stage of the project.
Sulzer has a comprehensive range of machining tools and manufacturing facilities that can create new components for centrifugal compressors as well as many other pieces of equipment. In this particular case, the client chose to use the facilities on-site to manufacture the rotor shaft, while Sulzer had the responsibility for creating the new impellers and the stacking of the rotor, including the necessary inspections associated with this process.
Whereas the original impeller was a welded design, the new components would be manufactured from a solid piece of chrome molybdenum vanadium steel using electrical discharge machining (EDM). This precision process delivers, in this case, a much stronger and more durable component than the original, partially welded construction that will also exactly match the expected performance characteristics in the evaluation process.
Each impeller was spin tested before being mounted onto the new rotor shaft to ensure the integrity of the impeller construction when operating under load. In accordance with American Petroleum Institute (API) specifications, the spin test speed is carried out at 115% of maximum continuous speed (MCOS). The shaft itself was low speed balanced before each impeller stage was installed and then again once the assembly was complete. The operating speed of this rotor is over 8,800 rpm and the balancing was carried out at rated speed as well as at 10% over-speed, as agreed with the client.

One access point
Sulzer can also offer a variety of anti-fouling coatings that can be applied to the rotor to improve durability and efficiency, but in this case the client requested the complete assembly to undergo trowalizing. This process is designed to refine the surface finish of all surfaces and involves immersing the component in abrasive media and a vibrating action being applied to the container. Gradually the component is polished by the media and eventually has a near mirror finish.
The completed rotor assembly was delivered to the client ready for installation during the next scheduled maintenance period, along with the new inter-coolers. The entire project was managed and coordinated through the single point of contact in Neuss, which enabled both the client and the project engineers to have a clear understanding of the scope, costs and progress throughout.
Contact us
Services Division
Sulzer Management Ltd
Neuwiesenstrasse 15
8401 Winterthur
Switzerland