- Fácil de instalar, sin necesidad de anclajes en el fondo de la balsa, por lo que no es preciso vaciarla previamente
- Alta resistencia al desgaste y larga vida útil
- Muy bajo nivel de ruido; sin efecto aerosol ni sedimentación en el fondo de la balsa, minimizando el impacto medioambiental
- Autolimpiable
- Altos valores de transferencia de oxígeno (SOTR) y rendimiento de aireación (SAE) en condiciones estándar
- Excelente capacidad de suspensión de sólidos
Aireador sumergible Gama ABS XTA y XTAK
Todo en un solo aireador
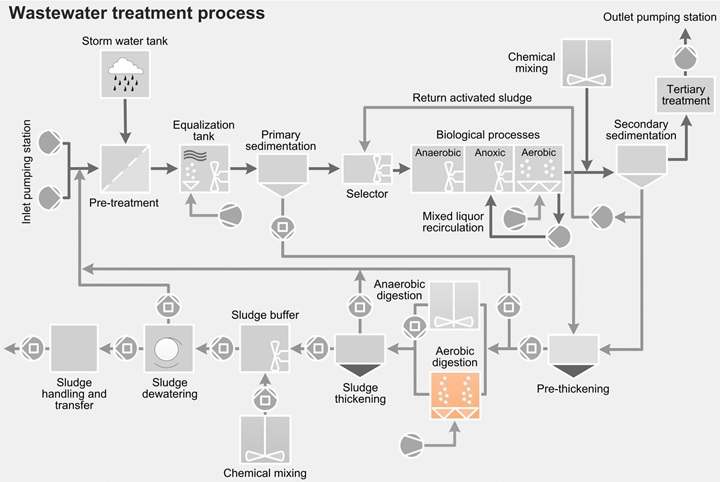
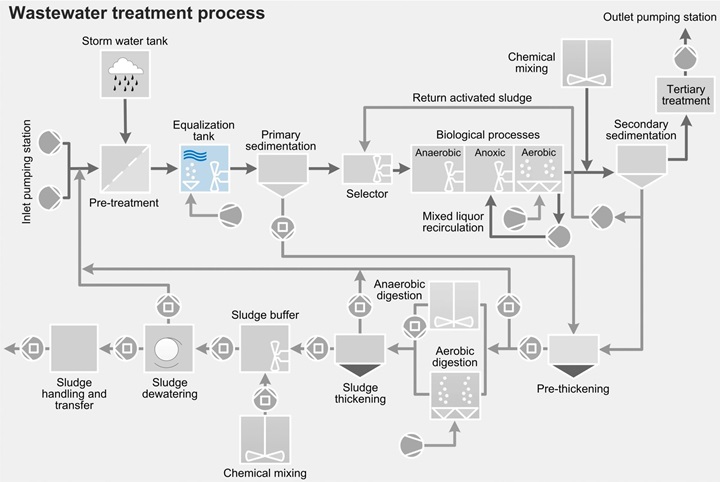
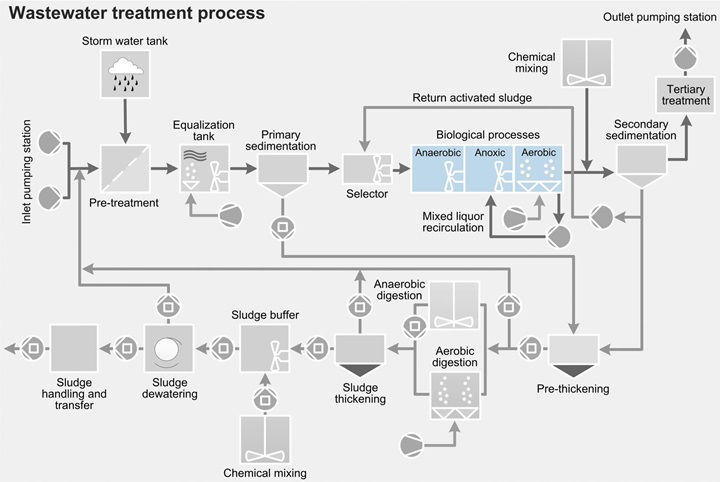
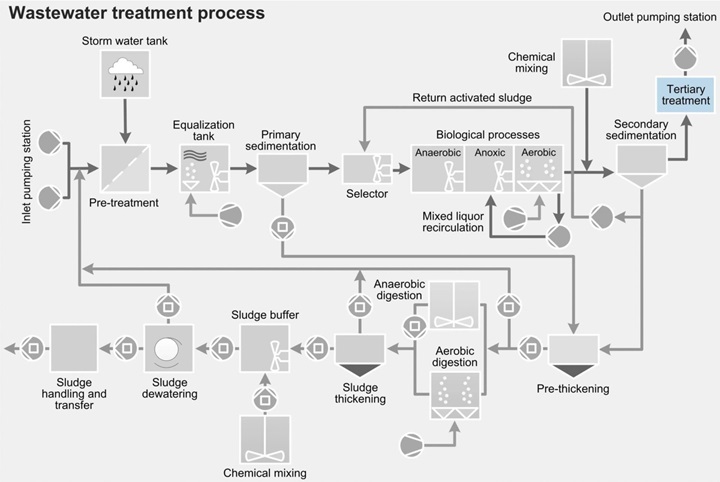
Los aireadores sumergibles autoaspirantes XTA y XTAK son idóneos para la purificación y el tratamiento de aguas residuales en depuradoras municipales e industriales. Sus principales campos de aplicación son balsas de agitación y ecualización, balsas de fangos activados, reactores biológicos secuenciales (SBR) y balsas de almacenamiento de lodos.
- Balsas de fangos activados y reactores biológicos secuenciales (SBR) que proporcionan aireación y agitación con un solo equipo para la degradación de la carga de biomasa
- Balsas de agitación y compensación que proporcionan una carga uniforme de agua residual para el proceso de purificación y tratamiento, y eliminan los olores
- Almacenamiento y estabilización de fangos para controlar el olor y la oxidación del mismo
- Flotación de aceite y grasa
- Aireación adicional
- Neutralización de aguas residuales alcalinas con CO2 o gas de combustión
Diseño
El aireador autoaspirante XTA/XTAK es un aireador sumergido, un mezclador, una soplante y una bomba combinados en una sola unidad. Tiene la capacidad de responder a las demandas más exigentes de transferencia de oxígeno y agitación.
El aireador XTA está disponible con una gama completa de motores de rendimiento premium IE3, de 3 a 75 kW, y con una capacidad de transferencia de oxígeno de hasta 80 kg O2/h.
Sus principales campos de aplicación son balsas de agitación y ecualización, balsas de fangos activados, reactores biológicos secuenciales (SBR) y balsas de almacenamiento de lodos con una profundidad de líquido entre 2 y 9 m (7–30 pies).
Características
| Transferencia de oxígeno | de hasta 80 kg O2/h (176 lb O2/h) |
| Gama de motores | 3–75 kW (100 CV) |