- Alta rendimiento en aplicaciones de alto caudal y baja altura
- Gran durabilidad gracias a su robusta construcción
- Máxima fiabilidad incluso en aplicaciones altamente corrosivas
- Bajos costes de mantenimiento
- Gran adaptabilidad gracias a su diseño flexible
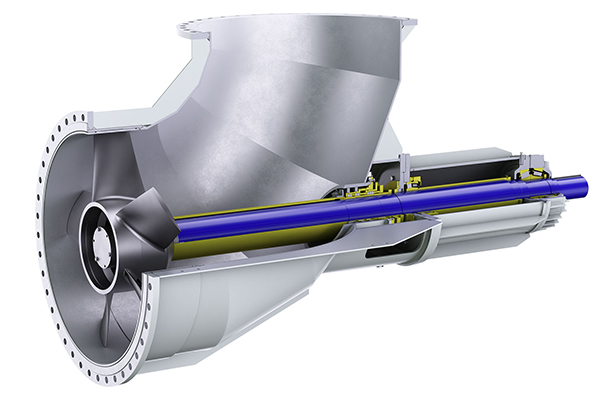
Bomba axial CAHR
Diseño robusto para condiciones duras
La gama de bombas CAHR está diseñada para aplicaciones de bombeo de caudales altos a baja altura. Su robusta construcción y diseño flexible le permiten adaptarse a todas las industrias y distintos tipos de líquidos para aplicaciones altamente corrosivas y con fangos.
- Líquidos corrosivos y abrasivos
- Líquidos cargados
- Productos químicos
- Evaporación
- Cristalización
- Minería/minerales
Diseño
- Innovadoras hidráulicas que incrementan el rendimiento y el caudal manteniendo un bajo NPSHr
- Diseño flexible que permite una idónea adaptación a diversas aplicaciones industriales
- Diseño en fundición o de fabricación soldada disponible en una amplia variedad de materiales
- Construcción vertical para circulación en intercambiadores y circulación de slurry de ácido fosfórico
- Caudales superiores bajo petición
Características
| Caudales | Hasta 40'000 m3/h/176'000 galones EE. UU. por minuto |
| Alturas | Hasta 8 m/26 ft. |
| Presiones | Hasta 10 bar/145 psi |
| Temperaturas | Desde −40 °C a 180 °C/−202 °F a 356 °F |












