- Projetada para manter capacidade contínua com fluidos viscosos e fluidos não-newtonianos pseudoplásticos.
- Acionamentos e caixas de redução com várias opções de baixa velocidade estão disponíveis, minimizando o desgaste da bomba
- Compacta, requer pouco espaço e pode ser instalada em arranjos verticais e horizontais e operar nos dois sentidos de rotação
- Bomba de processo com preço altamente competitivo, equipada com acionamento direto e caixa de redução. Base opcional.
Bomba de transferência PC
Alto desempenho consistentemente: relação custo-benefício
Bomba de transferência da Sulzer com preço altamente competitivo, equipada com acionamento monobloco e caixa de reduções. Com opções de instalação vertical ou horizontal, base e entrada flangeada ou quadrada, este produto é compacto e perfeito para instalações com espaço limitado. Disponível em configurações de baixa a alta vazão.
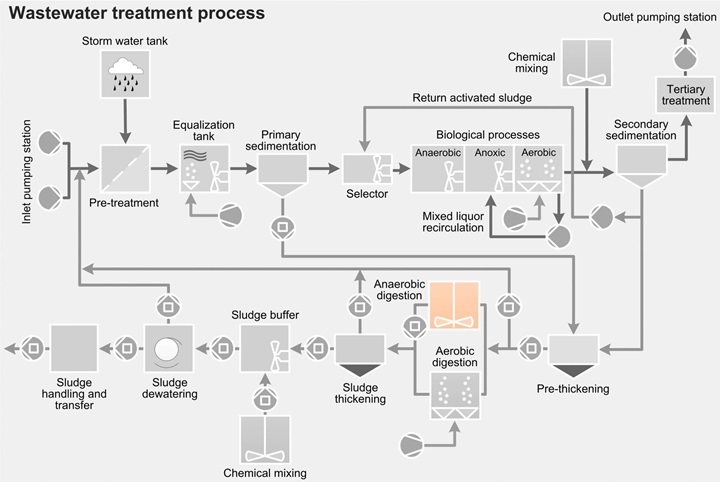
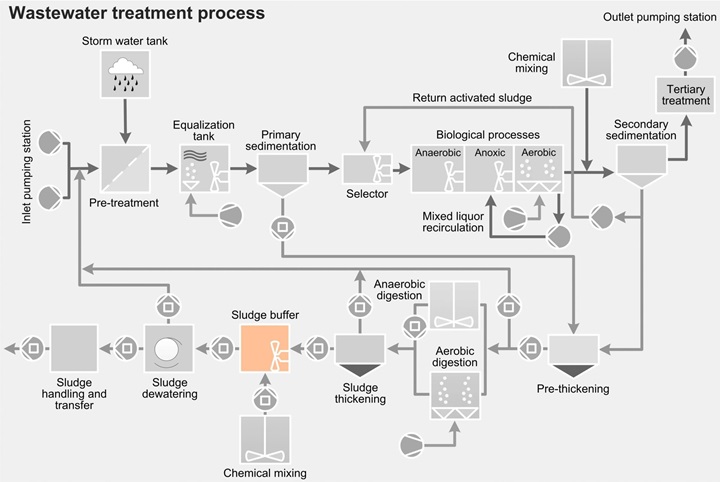
- Transferência e manejo de lodo
- Efluentes municipais e industriais
- Processos sujeitos a cisalhamento
- Lamas pseudoplásticas
Principais especificações
- Material construtivo com opções em ferro fundido ou aço inoxidável, com seleção de material do rotor e estator para atender aplicações específicas – como, por exemplo, rotor em cromo duro ou estator em borracha natural.
- Acionamentos robustos: caixa de reduções e acionamentos especialmente selecionados para maior vida útil. Opcionais incluem: unidades de acionamento com motor elétrico fornecidas como acionamento por correia V suspensa, acionamentos de acoplamento direto ou de velocidade variável com inversor de frequência ou velocidade variável mecânica.
- Velocidades de operação reduzidas, com menor desgaste, maior vida útil da bomba e maior intervalo entre manutenções. Muito útil em aplicações abrasivas.
Principais características
| Vazões | Até 440 m3/h/1.900 gpm US |
| Pressões | Até 24 bar/350 psi |
| Temperaturas | -10 até 100ºC/14 até 212ºF |