- Diseñada para proporcionar un caudal máximo constante con líquidos viscosos y fluidos no newtonianos pseudoplásticos
- Disponible con una amplia gama de motores y reductoras de baja velocidad que contribuyen a reducir el desgaste de la bomba
- Ahorro de espacio por sus dimensiones compactas, puede instalarse en vertical u horizontal
- Bomba de proceso de precio competitivo, con bancada opcional
Bomba PC de cavidad progresiva
Altas prestaciones: excelente relación calidad-precio
Competitiva bomba de tornillo de Sulzer, disponible con motor de acoplamiento directo o bien con reductora. Posibilidad de instalación en vertical u horizontal, con bancada, aspiración embridada o cuadrada. Bomba de dimensiones compactas idónea para espacios limitados, y disponible en versiones para caudales elevados y reducidos.
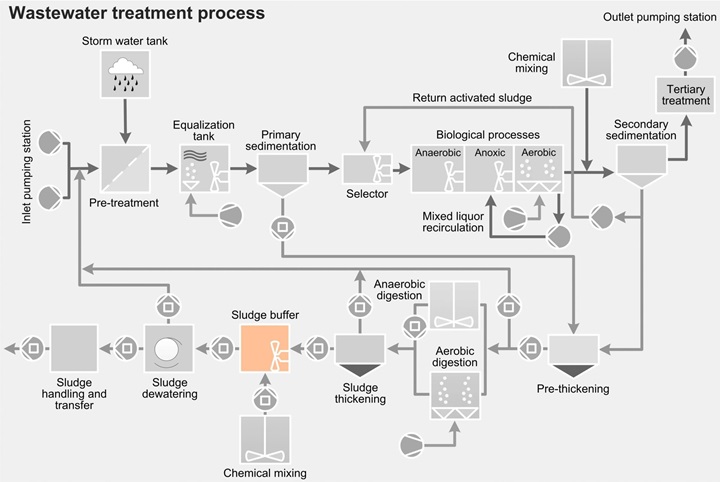
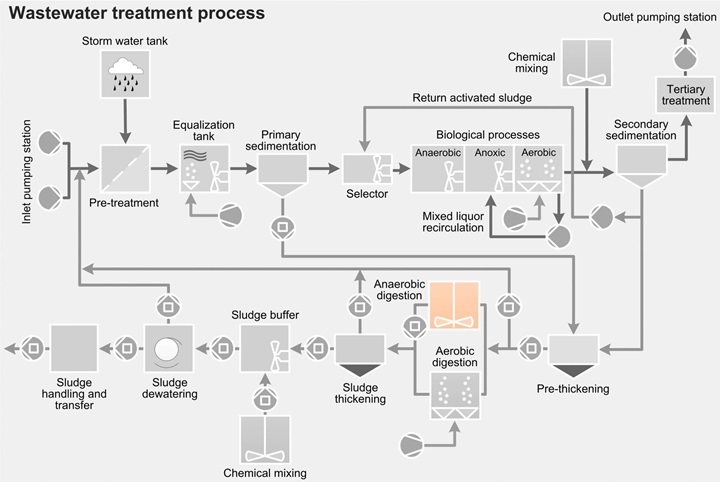
- Bombeo y transporte de fangos
- Efluentes industriales y urbanos
- Procesos sensibles al esfuerzo cortante
- Fluidos no newtonianos pseudoplásticos
Diseño
- Materiales de construcción: fundición gris o acero inoxidable, con varios materiales disponibles para rotor y estátor para adaptarse a aplicaciones específicas, p. ej., rotor con revestimiento de cromo endurecido o estátor de caucho natural.
- Robustos motores y reductoras especialmente seleccionados para una larga vida útil. Opciones disponibles: motores eléctricos con distintas alternativas como transmisión por correa, acoplamiento directo o variador de velocidad mecánico o eléctrico.
- Bajas velocidades de funcionamiento, menor desgaste para una larga vida útil de la bomba con intervalos más largos entre mantenimientos. Factor importante en aplicaciones con productos abrasivos.
Características
| Caudales | Hasta 440 m3/h / 1900 gpm |
| Presiones | Hasta 24 bares/350 psi |
| Temperaturas | De -10 a 100 ºC/14 a 212 ºF |