- Longa e confiável experiência em todos os segmentos industriais
- Excelente desempenho
- Adequada para as mais exigentes aplicações industriais
- Projeto único e superior que visa minimizar os custos do ciclo de vida
- Padronização intensa disponível no conceito Scaba TreatX
- Instalação rápida e fácil, operação segura, manutenção simplificada
Agitador de montagem no topo Scaba
Aumente o desempenho com nossos agitadores de montagem no topo
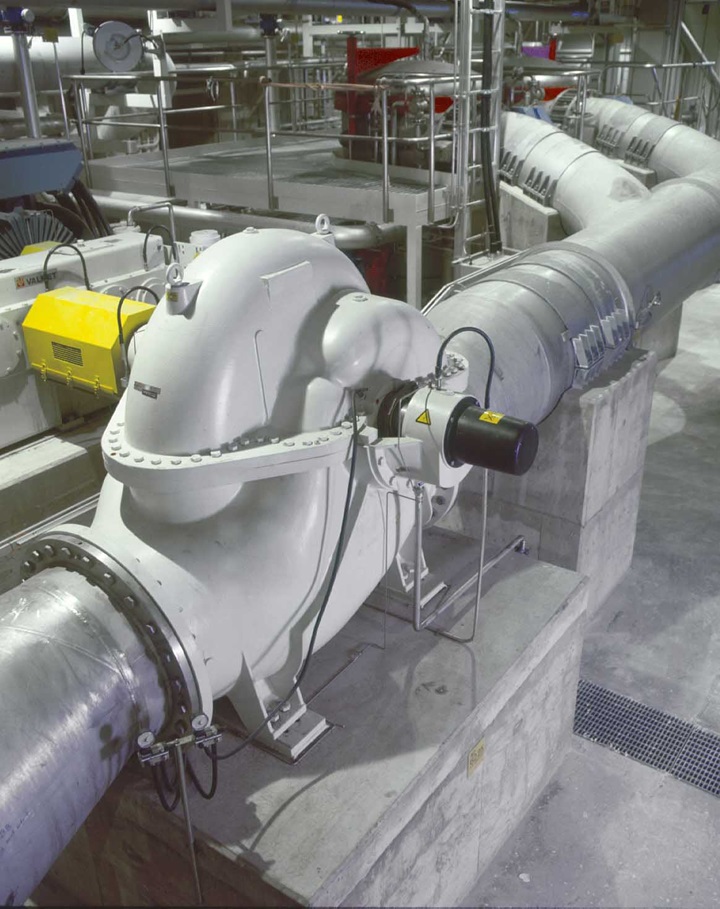
Agitadores Scaba verticais montados no topo são usados no processo de mistura e agitação de líquidos em muitos setores, incluindo esgoto e aplicações industriais. Eles asseguram resultados de misturas homogêneas, alta confiabilidade do processo, alta eficiência, baixos custos operacionais e baixo impacto ambiental. Uma ampla gama de agitadores padronizados está disponível dentro do conceito Scaba TreatX, adequada principalmente para aplicações selecionadas dos setores de água e esgoto.
- Mistura em tanques
- Líquidos limpos e levemente contaminados
- Líquidos viscosos
- Polpas fibrosas
- Polpas
- Líquidos contendo sólidos
- Líquidos com alta concentração de gás

Principais características de design
- Opções de material e de mistura hidráulicas altamente eficientes, versáteis e confiáveis
- Construção confiável e resistente
- O design modular minimiza os custos de estoque de peças de reposição
Principais características
| Temperaturas | Até 180 °C/355 °F |
| Diâmetro da pá | 100 mm a 6 m/4 pol a 236 polegadas |
| Comprimento do eixo | Até 30 m/100 pés |
Documentos
Brochuras
Estudos de caso
Estudos de caso
-
 Apoio à produção sustentável de combustívelA Sulzer está na linha de frente quando se fala de excelência e qualidade, fornecendo as melhores soluções para apoiar empresas em segmentos em pleno crescimento, como é o caso da produção de energia renovável tendo como fonte a biomassa. Entender precisamente o que os clientes necessitam, bem como manter os mais altos padrões de fabricação, atendimento e serviços, levou a muitas vitórias significativas, entre elas, a colaboração com a Inpasa, a maior produtora de etanol de milho da América Latina. Até o final de 2022, a expectativa é que essa parceria tenha alcançado a entrega de quase 1.000 equipamentos, incluindo bombas, sistemas de vedação, agitadores e misturadores estáticos em três plantas no Brasil. (Artigo)
Apoio à produção sustentável de combustívelA Sulzer está na linha de frente quando se fala de excelência e qualidade, fornecendo as melhores soluções para apoiar empresas em segmentos em pleno crescimento, como é o caso da produção de energia renovável tendo como fonte a biomassa. Entender precisamente o que os clientes necessitam, bem como manter os mais altos padrões de fabricação, atendimento e serviços, levou a muitas vitórias significativas, entre elas, a colaboração com a Inpasa, a maior produtora de etanol de milho da América Latina. Até o final de 2022, a expectativa é que essa parceria tenha alcançado a entrega de quase 1.000 equipamentos, incluindo bombas, sistemas de vedação, agitadores e misturadores estáticos em três plantas no Brasil. (Artigo)
-
 Estudos de caso (EN)Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
Estudos de caso (EN)Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
Aplicações
-
 Abastecimento de águaÀ altura dos desafios e altos requisitos atuais dos processos de captação de água, sedimentação, tratamento de lodo, peneiramento fino e distribuição de água.
Abastecimento de águaÀ altura dos desafios e altos requisitos atuais dos processos de captação de água, sedimentação, tratamento de lodo, peneiramento fino e distribuição de água. -
 Aplicações de lítioCom uma sólida base de referências globais, uma ampla gama de bombas confiáveis e outros equipamentos de processo, além de uma linha completa de serviços ao longo do ciclo de vida, a Sulzer é o fornecedor de equipamentos preferencial para o processamento de lítio. Os nossos equipamentos estão em desenvolvimento contínuo para uma extração mais eficiente e produção de compostos à base de lítio, como carbonatos de lítio, hidróxidos de lítio e cloretos de lítio.
Aplicações de lítioCom uma sólida base de referências globais, uma ampla gama de bombas confiáveis e outros equipamentos de processo, além de uma linha completa de serviços ao longo do ciclo de vida, a Sulzer é o fornecedor de equipamentos preferencial para o processamento de lítio. Os nossos equipamentos estão em desenvolvimento contínuo para uma extração mais eficiente e produção de compostos à base de lítio, como carbonatos de lítio, hidróxidos de lítio e cloretos de lítio. -
 Aplicações de separaçãoSomos pioneiros no desenvolvimento de aplicações de separação mecânica para matérias-primas de base biológica. As nossas soluções produzem ingredientes numa forma muito pura, adequada para processamento posterior.
Aplicações de separaçãoSomos pioneiros no desenvolvimento de aplicações de separação mecânica para matérias-primas de base biológica. As nossas soluções produzem ingredientes numa forma muito pura, adequada para processamento posterior. -
 Bioprodutos à base de celuloseExplore diferentes formas pelas quais os bioprodutos à base de celulose podem ser processados industrialmente. A Sulzer emprega e desenvolve múltiplas tecnologias de aplicação para diversas matérias-primas.
Bioprodutos à base de celuloseExplore diferentes formas pelas quais os bioprodutos à base de celulose podem ser processados industrialmente. A Sulzer emprega e desenvolve múltiplas tecnologias de aplicação para diversas matérias-primas. -
 Celulose microfibriladaEstamos ativamente envolvidos no desenvolvimento de equipamentos de processo para celulose microfibrilada. O nosso amplo portfólio de bombas industriais, agitadores e misturadores satisfaz as necessidades específicas de MFC.
Celulose microfibriladaEstamos ativamente envolvidos no desenvolvimento de equipamentos de processo para celulose microfibrilada. O nosso amplo portfólio de bombas industriais, agitadores e misturadores satisfaz as necessidades específicas de MFC. -
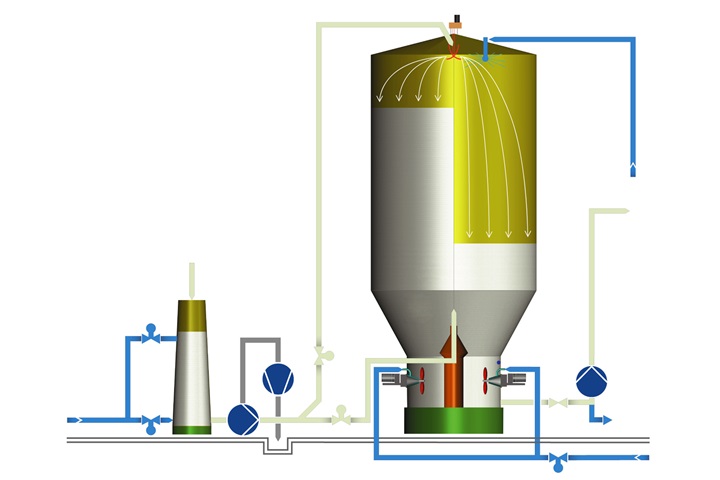
 Digestão anaeróbiaA digestão anaeróbia requer equalização de temperatura e homogeneização adequada da biomassa para atingir uma alta produção de gás e evitar a sedimentação de matéria orgânica. As crostas superficiais devem ser quebradas e a prevenção da formação de espuma deve ser controlada se houver tendência de formação de espuma. A Sulzer pode fornecer agitadores Scaba eficientes e confiáveis para digestores com propulsores de alta eficiência. Os trituradores Muffin Monster™ a montante dos digestores anaeróbios condicionam o lodo antes da digestão, melhorando a homogeneização da biomassa e protegendo o equipamento a jusante.
Digestão anaeróbiaA digestão anaeróbia requer equalização de temperatura e homogeneização adequada da biomassa para atingir uma alta produção de gás e evitar a sedimentação de matéria orgânica. As crostas superficiais devem ser quebradas e a prevenção da formação de espuma deve ser controlada se houver tendência de formação de espuma. A Sulzer pode fornecer agitadores Scaba eficientes e confiáveis para digestores com propulsores de alta eficiência. Os trituradores Muffin Monster™ a montante dos digestores anaeróbios condicionam o lodo antes da digestão, melhorando a homogeneização da biomassa e protegendo o equipamento a jusante. -
 Formação de espumaFornecemos equipamentos avançados para a execução e desenvolvimento de aplicações sustentáveis de formação de espuma para madeira, celulose, têxteis e produtos de base biológica.
Formação de espumaFornecemos equipamentos avançados para a execução e desenvolvimento de aplicações sustentáveis de formação de espuma para madeira, celulose, têxteis e produtos de base biológica. -
 Linha de fibra recicladaProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de polpação, triagem e limpeza, flutuação, lavagem e clareamento.
Linha de fibra recicladaProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de polpação, triagem e limpeza, flutuação, lavagem e clareamento. -
 Linha de polpa mecânicaO portfólio ideal de produtos da Sulzer para operações desafiadoras de bombeamento, agitação e mistura em processos de refino, moagem, CTMP, triagem, manuseio de rejeitos e clareamento.
Linha de polpa mecânicaO portfólio ideal de produtos da Sulzer para operações desafiadoras de bombeamento, agitação e mistura em processos de refino, moagem, CTMP, triagem, manuseio de rejeitos e clareamento. -
 Linha química de fibra de celuloseSoluções comprovadas de bombeamento, mistura e agitação para processos de cozimento, lavagem, triagem, deslignificação, clareamento e armazenamento para assegurar a confiabilidade do processo, alta eficiência e baixos custos operacionais.
Linha química de fibra de celuloseSoluções comprovadas de bombeamento, mistura e agitação para processos de cozimento, lavagem, triagem, deslignificação, clareamento e armazenamento para assegurar a confiabilidade do processo, alta eficiência e baixos custos operacionais. -
 Máquina secadora de polpaMaior excelência hidráulica para seus processos de sistema de abordagem, limpeza, secagem, vácuo, recesso e água branca.
Máquina secadora de polpaMaior excelência hidráulica para seus processos de sistema de abordagem, limpeza, secagem, vácuo, recesso e água branca. -
 MineraçãoSeja na superfície ou no subsolo, as condições nas minas são difíceis. Além da lama, lodo, pedras e rochas, há grandes volumes de água para remover a fim de manter a produção em movimento. As nossas bombas de drenagem são robustas e preparadas, assumindo a drenagem e remoção do lodo mais difícel.
MineraçãoSeja na superfície ou no subsolo, as condições nas minas são difíceis. Além da lama, lodo, pedras e rochas, há grandes volumes de água para remover a fim de manter a produção em movimento. As nossas bombas de drenagem são robustas e preparadas, assumindo a drenagem e remoção do lodo mais difícel. -
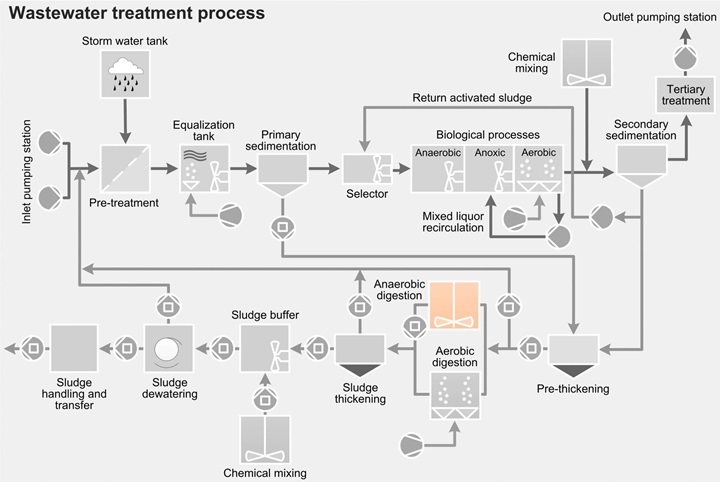
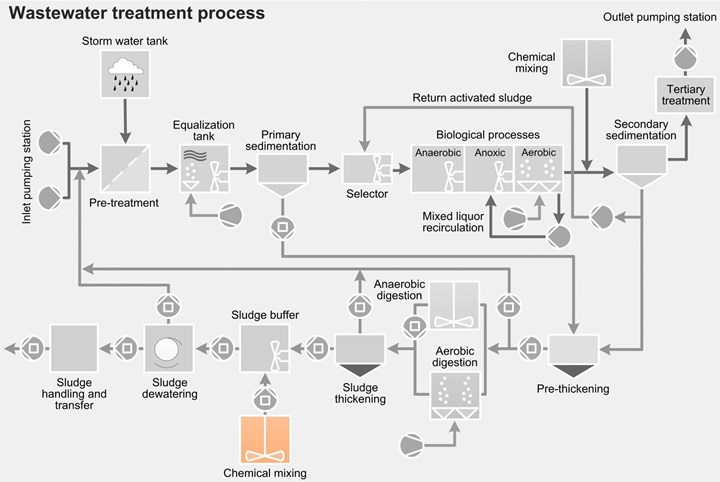 Mistura química – EsgotoOs produtos químicos devem, por vezes, ser misturados ao lodo ativado antes da sua entrada no tanque de sedimentação secundário. Sempre que isso é feito, é importante garantir a distribuição uniforme dos produtos químicos. Os produtos químicos podem ser adicionados para realizar a remoção química do fósforo no efluente do processo biológico. Em outras circunstâncias, produtos químicos como polieletrólitos catiônicos de alto peso molecular podem ser adicionados para melhorar a qualidade e a capacidade de sedimentação dos flocos formados no processo de lodo ativado.
Mistura química – EsgotoOs produtos químicos devem, por vezes, ser misturados ao lodo ativado antes da sua entrada no tanque de sedimentação secundário. Sempre que isso é feito, é importante garantir a distribuição uniforme dos produtos químicos. Os produtos químicos podem ser adicionados para realizar a remoção química do fósforo no efluente do processo biológico. Em outras circunstâncias, produtos químicos como polieletrólitos catiônicos de alto peso molecular podem ser adicionados para melhorar a qualidade e a capacidade de sedimentação dos flocos formados no processo de lodo ativado. -
 Mistura química – LodoPor vezes, é necessário misturar produtos químicos ao lodo ativado antes de sua entrada no tanque de sedimentação secundário. Por exemplo, produtos químicos podem ser usados para realizar a remoção de fósforo no efluente do processo biológico. Muitas estações usam produtos químicos para melhorar o espessamento do lodo pouco antes de ir para o tanque de tamponamento do lodo.
Mistura química – LodoPor vezes, é necessário misturar produtos químicos ao lodo ativado antes de sua entrada no tanque de sedimentação secundário. Por exemplo, produtos químicos podem ser usados para realizar a remoção de fósforo no efluente do processo biológico. Muitas estações usam produtos químicos para melhorar o espessamento do lodo pouco antes de ir para o tanque de tamponamento do lodo. -
 Pátio de madeiraProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de descascamento, lavagem, corte, triagem e processamento de resíduos.
Pátio de madeiraProdutos eficientes em termos de energia, com baixos custos de ciclo de vida útil e uma pegada ecológica mais leve para seus processos de descascamento, lavagem, corte, triagem e processamento de resíduos. -
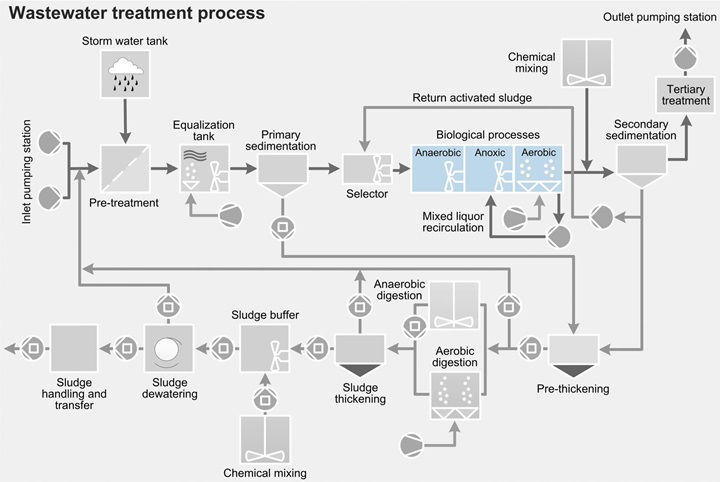 Processo biológicoO objetivo do processo biológico é remover substâncias orgânicas biodegradáveis por meio do metabolismo de micro-organismos e processos bioquímicos relacionados.
Processo biológicoO objetivo do processo biológico é remover substâncias orgânicas biodegradáveis por meio do metabolismo de micro-organismos e processos bioquímicos relacionados. -
 Produtos químicosProjetos, recursos e seleções de materiais sob medida para atender aos mais exigentes desafios de bombeamento, mistura e agitação na produção e preparação de produtos químicos, produção de resina líquida e processamento de lignina.
Produtos químicosProjetos, recursos e seleções de materiais sob medida para atender aos mais exigentes desafios de bombeamento, mistura e agitação na produção e preparação de produtos químicos, produção de resina líquida e processamento de lignina. -
 Recuperação químicaO extenso portfólio de produtos da Sulzer foi criado para atender às demandas mais exigentes de cobertura hidráulica em seus processos de evaporação, recuperação de caldeiras e preparação de licor branco.
Recuperação químicaO extenso portfólio de produtos da Sulzer foi criado para atender às demandas mais exigentes de cobertura hidráulica em seus processos de evaporação, recuperação de caldeiras e preparação de licor branco. -
 Revestimento e acabamentoUma ampla seleção de bombas e agitadores altamente eficientes e confiáveis para seu processamento de pigmentos e processos de revestimento de cor.
Revestimento e acabamentoUma ampla seleção de bombas e agitadores altamente eficientes e confiáveis para seu processamento de pigmentos e processos de revestimento de cor. -
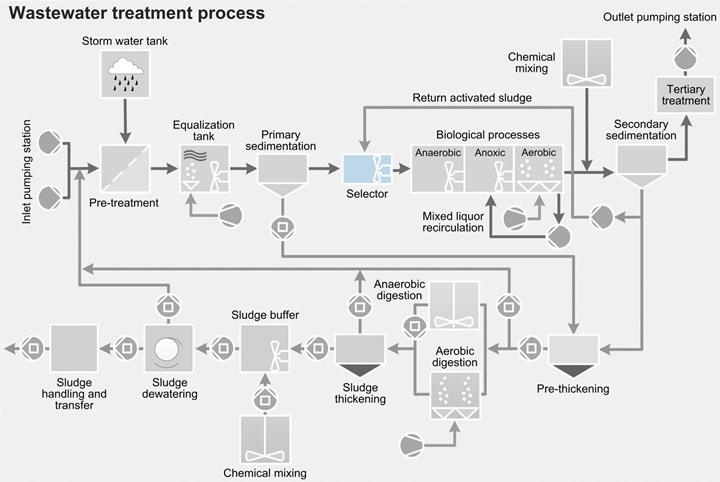 SeletorA finalidade do tanque seletor é controlar e limitar o crescimento de bactérias filamentosas e, em seguida, aumentar a capacidade de sedimentação do lodo. A Sulzer oferece uma série de soluções para a criação de condições ideais no seletor.
SeletorA finalidade do tanque seletor é controlar e limitar o crescimento de bactérias filamentosas e, em seguida, aumentar a capacidade de sedimentação do lodo. A Sulzer oferece uma série de soluções para a criação de condições ideais no seletor. -
 Sistemas e máquinas de papel e papelãoO extenso portfólio de produtos da Sulzer foi criado para atender às mais exigentes demandas de cobertura hidráulica e para todos os tipos de líquidos, o que o torna ideal para operações desafiadoras de bombeamento, agitação e mistura na preparação de polpa em suspensão, sistema de abordagem de PM, sistema de recesso, sistema de água branca, sistema de vácuo, sistema de condensado e processos do sistema de água de chuveiro.
Sistemas e máquinas de papel e papelãoO extenso portfólio de produtos da Sulzer foi criado para atender às mais exigentes demandas de cobertura hidráulica e para todos os tipos de líquidos, o que o torna ideal para operações desafiadoras de bombeamento, agitação e mistura na preparação de polpa em suspensão, sistema de abordagem de PM, sistema de recesso, sistema de água branca, sistema de vácuo, sistema de condensado e processos do sistema de água de chuveiro. -
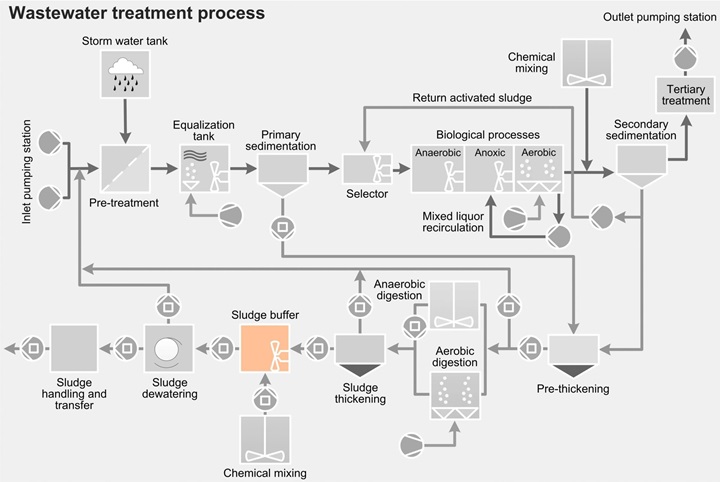
Tanque de tamponamento do lodoO tanque de tamponamento do lodo pode ser usado para uma série de finalidades. A aplicação mais comum é a mistura e homogeneização do lodo primário, secundário ou digerido altamente concentrado. A solução usada para misturar o lodo em si ou para misturar o lodo com os produtos químicos de espessamento dosados depende do projeto e do volume do tanque de tamponamento do lodo. Os misturadores submersíveis modelo ABS XRW e RW, bem como o modelo de agitador Scaba, podem ser utilizados para oferecer uma mistura altamente eficiente. O deslocamento positivo, as bombas de transferência de cavidade progressivas e trituradores Muffin Monster™ são utilizados para redução de sólidos e transferência de lodo da alimentação de lodo para o processo de desidratação de lodo.
-
 Tratamento de água potável municipalAo planejar uma nova estação de tratamento de água ou atualizar uma estação existente, os custos operacionais são tão importantes quanto os custos de investimento. Os inovadores compressores, misturadores e bombas da Sulzer combinam desempenho confiável de tratamento com eficiência energética superior.
Tratamento de água potável municipalAo planejar uma nova estação de tratamento de água ou atualizar uma estação existente, os custos operacionais são tão importantes quanto os custos de investimento. Os inovadores compressores, misturadores e bombas da Sulzer combinam desempenho confiável de tratamento com eficiência energética superior. -
 Tratamento industrial de água e efluentesA Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem.
Tratamento industrial de água e efluentesA Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem. -
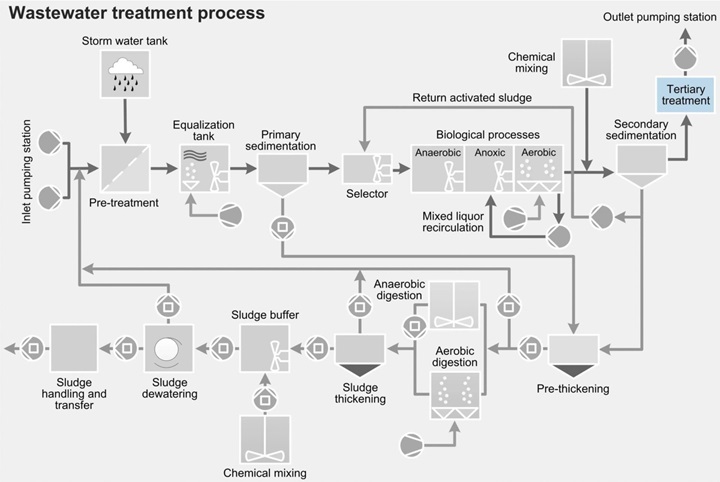 Tratamento terciárioÁguas residuais tratadas podem, ocasionalmente, exigir mais tratamento. Regras de descargas locais podem impor limites rigorosos que não podem ser cumpridos até mesmo pelo processo mais eficaz, ou uma maior qualidade de efluente pode ser solicitada para sua reutilização. Quando for necessário um tratamento terciário, vários níveis de filtragem podem ser aplicados, incluindo a filtragem bastante fina. Muitas vezes, no entanto, uma etapa final de mistura e aeração é suficiente para alcançar o objetivo. Quando este for o caso, o misturador submersível modelos ABS XRW e RW da Sulzer podem ser usados, juntamente com o aerador submersível modelo ABS TA-TAK e o sistema de difusor de disco modelos ABS PIK, DS e Sucoflow.
Tratamento terciárioÁguas residuais tratadas podem, ocasionalmente, exigir mais tratamento. Regras de descargas locais podem impor limites rigorosos que não podem ser cumpridos até mesmo pelo processo mais eficaz, ou uma maior qualidade de efluente pode ser solicitada para sua reutilização. Quando for necessário um tratamento terciário, vários níveis de filtragem podem ser aplicados, incluindo a filtragem bastante fina. Muitas vezes, no entanto, uma etapa final de mistura e aeração é suficiente para alcançar o objetivo. Quando este for o caso, o misturador submersível modelos ABS XRW e RW da Sulzer podem ser usados, juntamente com o aerador submersível modelo ABS TA-TAK e o sistema de difusor de disco modelos ABS PIK, DS e Sucoflow. -
 Usinas geradoras de energia elétricaO extenso portfólio de produtos da Sulzer para maximizar o desempenho e a confiabilidade de sua usina de energia com combustível sólido a partir de biomassa orgânica, sua usina de energia com combustíveis de resíduos sólidos urbanos ou biomassa industrial e sua usina de energia com combustíveis líquidos ou gasosos a partir de biomassa orgânica.
Usinas geradoras de energia elétricaO extenso portfólio de produtos da Sulzer para maximizar o desempenho e a confiabilidade de sua usina de energia com combustível sólido a partir de biomassa orgânica, sua usina de energia com combustíveis de resíduos sólidos urbanos ou biomassa industrial e sua usina de energia com combustíveis líquidos ou gasosos a partir de biomassa orgânica.
Links relacionados
Produtos e serviços
-
 Agitadores verticais SALOMIX™Os agitadores verticais SALOMIX™ são usados para misturar e agitar líquidos de processo em aplicações industriais exigentes.
Agitadores verticais SALOMIX™Os agitadores verticais SALOMIX™ são usados para misturar e agitar líquidos de processo em aplicações industriais exigentes.
-
 BombasComo um dos maiores fabricantes mundiais de bombas, a Sulzer oferece uma grande variedade de produtos para soluções de bombeamento projetadas, configuradas e padronizadas, assim como equipamentos auxiliares essenciais. Somos reconhecidos por nossos produtos de última geração, desempenho, confiabilidade e soluções eficientes.
BombasComo um dos maiores fabricantes mundiais de bombas, a Sulzer oferece uma grande variedade de produtos para soluções de bombeamento projetadas, configuradas e padronizadas, assim como equipamentos auxiliares essenciais. Somos reconhecidos por nossos produtos de última geração, desempenho, confiabilidade e soluções eficientes.
-
 Serviço para misturadores e agitadoresA Sulzer é especialista não só no fornecimento de equipamentos, mas também quando se trata de dar assistência ao longo do ciclo de vida útil desses equipamentos, e conta com mais de 140 anos de experiência. Garantimos que seu equipamento misturador funcione sem problemas fazendo manutenção e reparo no local, e damos suporte quando necessário.
Serviço para misturadores e agitadoresA Sulzer é especialista não só no fornecimento de equipamentos, mas também quando se trata de dar assistência ao longo do ciclo de vida útil desses equipamentos, e conta com mais de 140 anos de experiência. Garantimos que seu equipamento misturador funcione sem problemas fazendo manutenção e reparo no local, e damos suporte quando necessário.
-
 Kits de serviçosQuando seu equipamento precisar de reparos, você não precisa se preocupar e nem perder um tempo valioso procurando as peças certas - ou ainda pior, descobrir que peças pequenas, mas vitais, não estão disponíveis. Com os kits de manutenção Sulzer, você tem tudo o que precisa em apenas uma embalagem.
Kits de serviçosQuando seu equipamento precisar de reparos, você não precisa se preocupar e nem perder um tempo valioso procurando as peças certas - ou ainda pior, descobrir que peças pequenas, mas vitais, não estão disponíveis. Com os kits de manutenção Sulzer, você tem tudo o que precisa em apenas uma embalagem.
-
 Peças sobressalentes originais das bombasAs peças sobressalentes originais fabricadas com a tolerância e folga corretas resultam em encaixes perfeitos, na primeira e nas demais vezes. Nosso compromisso com a melhoria contínua nos permite fornecer peças com melhores características. Dessa forma, haverá um aumento no desempenho, estendendo a vida útil do equipamento e, ao mesmo tempo, reduzindo custos com manutenção.
Peças sobressalentes originais das bombasAs peças sobressalentes originais fabricadas com a tolerância e folga corretas resultam em encaixes perfeitos, na primeira e nas demais vezes. Nosso compromisso com a melhoria contínua nos permite fornecer peças com melhores características. Dessa forma, haverá um aumento no desempenho, estendendo a vida útil do equipamento e, ao mesmo tempo, reduzindo custos com manutenção.
-
 Sistemas de gestão de torresA tecnologia de gestão de torres SALOMIX oferece uma ampla variedade de sistemas para aplicações de torres industriais. Os sistemas SALOMIX VULCA, SALOMIX TES e SALOMIX GLI ajudam a gerenciar os processos de torres.
Sistemas de gestão de torresA tecnologia de gestão de torres SALOMIX oferece uma ampla variedade de sistemas para aplicações de torres industriais. Os sistemas SALOMIX VULCA, SALOMIX TES e SALOMIX GLI ajudam a gerenciar os processos de torres.
-
 Tratamento de água industrialPrestamos ampla cobertura de soluções confiáveis e que usam energia de modo eficiente para bombeamento, mistura e aeração para todos os processos de tratamento de água industrial.
Tratamento de água industrialPrestamos ampla cobertura de soluções confiáveis e que usam energia de modo eficiente para bombeamento, mistura e aeração para todos os processos de tratamento de água industrial.
Indústrias
-
 Alimentos e bebidas (EN)A produção de alimentos e bebidas conta com nossas soluções de bombeamento e mistura. Bombas especiais e agitadores têm sido desenvolvidos para a produção de açúcar, amido e edulcorantes. Equipamentos de separação são muito utilizados na produção de bebidas e nossas tecnologias de processo podem ser usadas em aplicações de purificação e concentração.
Alimentos e bebidas (EN)A produção de alimentos e bebidas conta com nossas soluções de bombeamento e mistura. Bombas especiais e agitadores têm sido desenvolvidos para a produção de açúcar, amido e edulcorantes. Equipamentos de separação são muito utilizados na produção de bebidas e nossas tecnologias de processo podem ser usadas em aplicações de purificação e concentração.
-
 Mineração e metaisA longa experiência e conhecimento detalhado de metais e aplicações em mineração com diferentes matérias-primas fazem da Sulzer um fornecedor confiável de bombas para essas indústrias.
Mineração e metaisA longa experiência e conhecimento detalhado de metais e aplicações em mineração com diferentes matérias-primas fazem da Sulzer um fornecedor confiável de bombas para essas indústrias.
-
 Petróleo, gás e produtos químicos (EN)As bombas de alto desempenho da Sulzer oferecem soluções com tecnologia de ponta para a produção, o processamento e o transporte de hidrocarbonetos e CO2. Nossas tecnologias permitem processos de separação eficientes para líquidos e gases. Oferecemos serviços confiáveis para compressores, turbinas, motores e geradores por meio da nossa rede global de atendimento pós-venda.
Petróleo, gás e produtos químicos (EN)As bombas de alto desempenho da Sulzer oferecem soluções com tecnologia de ponta para a produção, o processamento e o transporte de hidrocarbonetos e CO2. Nossas tecnologias permitem processos de separação eficientes para líquidos e gases. Oferecemos serviços confiáveis para compressores, turbinas, motores e geradores por meio da nossa rede global de atendimento pós-venda.
Fale ou escreva para os nossos especialistas e encontre a melhor solução para você.

