- Dilatada y contrastada experiencia en la industria papelera y otros segmentos industriales
- Excelente rendimiento
- Idóneos para las aplicaciones industriales más exigentes
- Exclusivas y patentadas características de diseño superior que minimizan los costes del ciclo de vida útil
- Instalación rápida y sencilla, funcionamiento seguro, fácil mantenimiento y servicio
Mezclador para productos químicos SX
Aporta excelencia a la mezcla
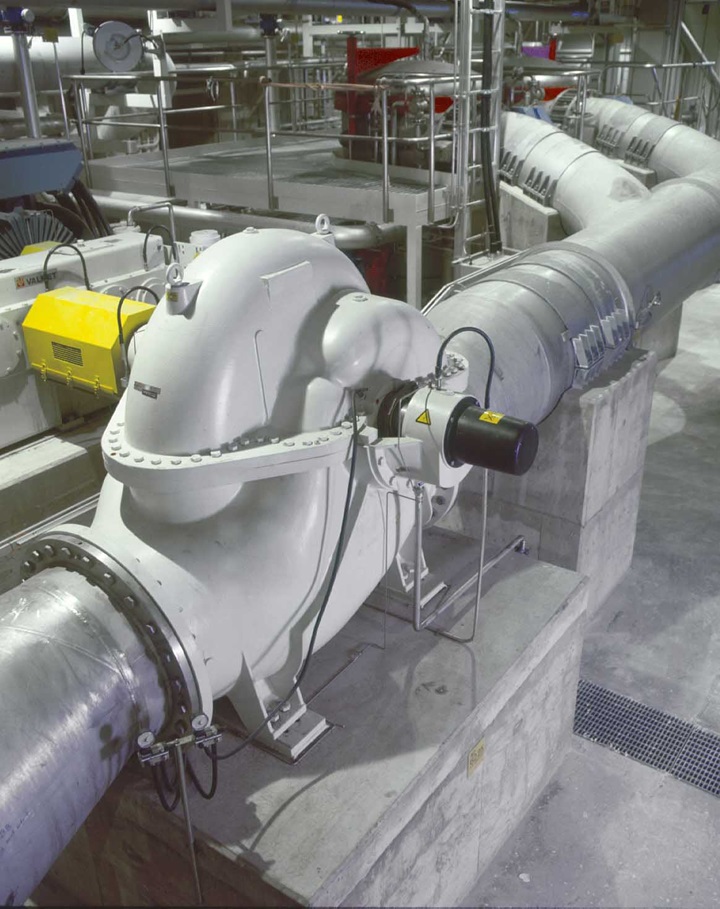
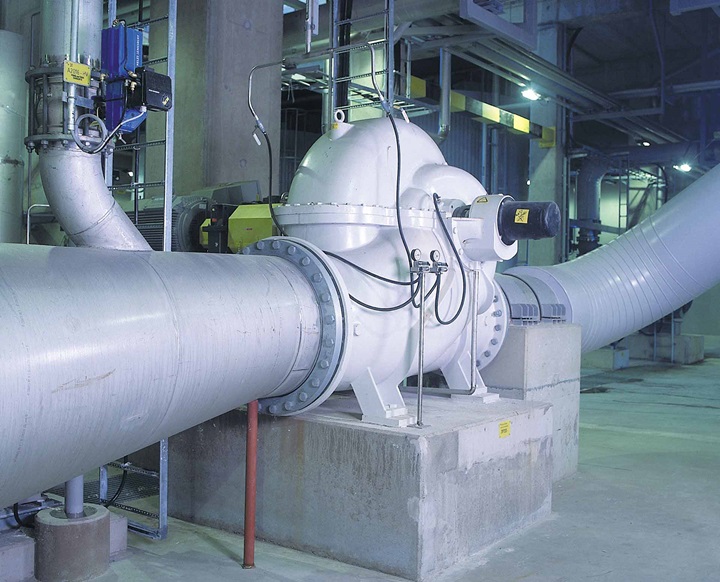
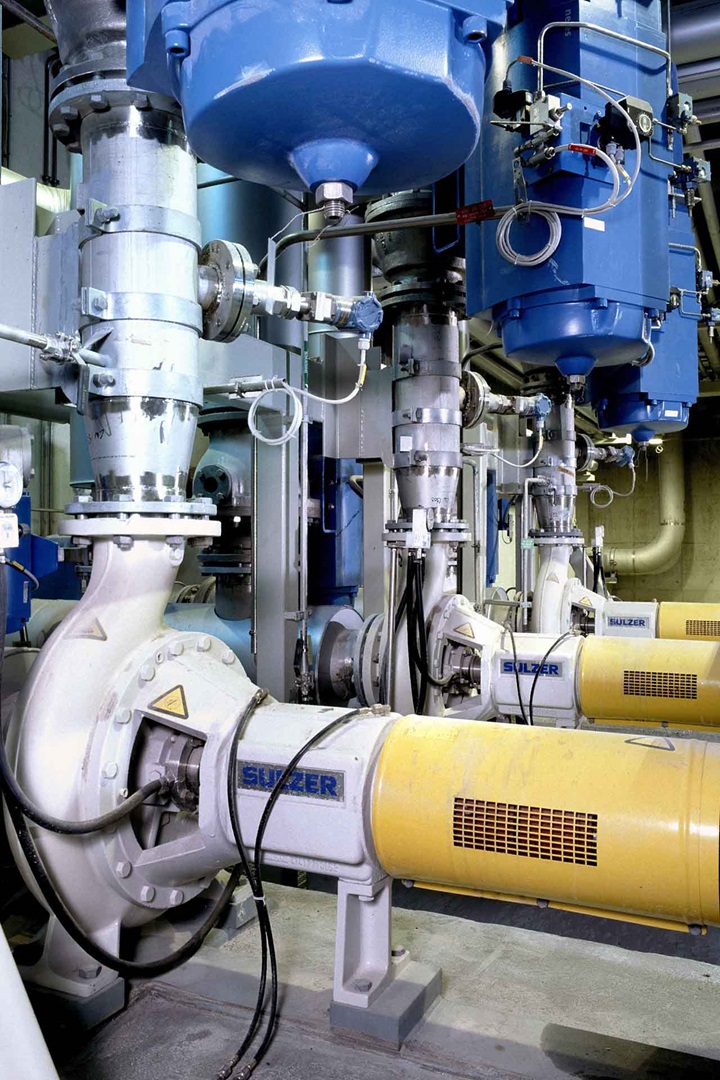
Los mezcladores dinámicos para productos químicos SX están diseñados para mezclar gases o productos químicos en la pulpa de celulosa u otro tipo de líquidos de proceso en aplicaciones industriales exigentes. Garantizan resultados de mezcla homogéneos, elevada fiabilidad del proceso, alto rendimiento, bajos costes de operación y menor uso de productos químicos.
- Mezclador en línea para gases
- El mezclador en línea dinámico para productos químicos SX se utiliza para mezclar productos químicos líquidos, gases y vapor en
- Concentraciones fibrosas
- Líquidos limpios y ligeramente contaminados
- Líquidos viscosos
- Líquidos no fibrosos
- Se utiliza principalmente para la mezcla de productos químicos en la línea de blanqueamiento de la pulpa
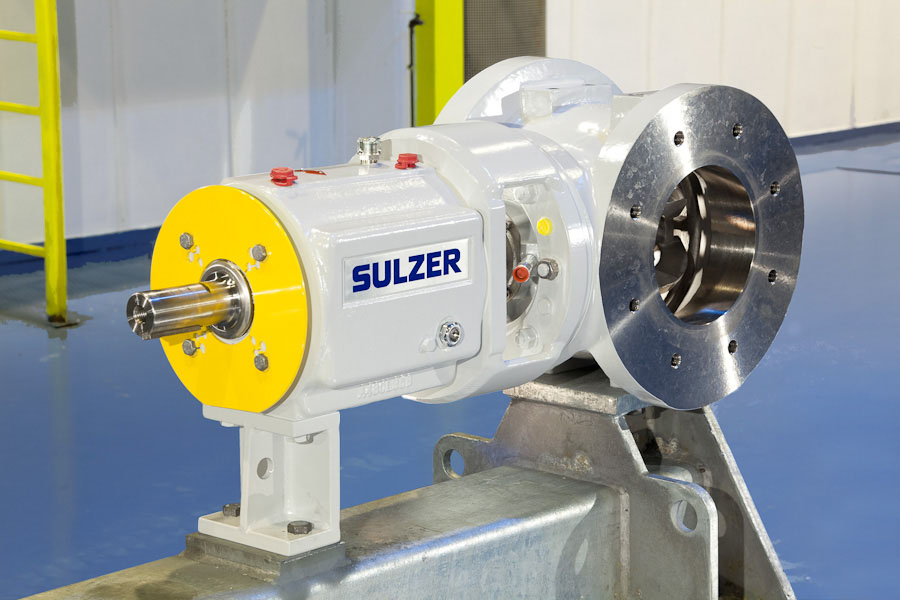
Diseño
- Hidráulicas fiables, versátiles y de alto rendimiento. Distintas opciones de material
- Innovadoras soluciones de sellado del eje para un funcionamiento fiable y costes reducidos
- Unidad de rodamiento robusta y fiable
Características
| Caudales | Hasta 550 l/s (8700 gpm) |
| Presiones | Hasta 25 bar/360 psi (libras por pulgada cuadrada) |
| Temperaturas | Hasta 180 °C/355 °F |
| Bridas de descarga |
Desde 150 mm/6 pulgadas hasta 350 mm/14 pulgadas |
| Velocidad máxima de giro | Hasta 1800 rpm |