Bomba JVCR de alta presión enlatada (barril) para carga de gas natural licuado (GNL)
Creando la presión adecuada para su industria
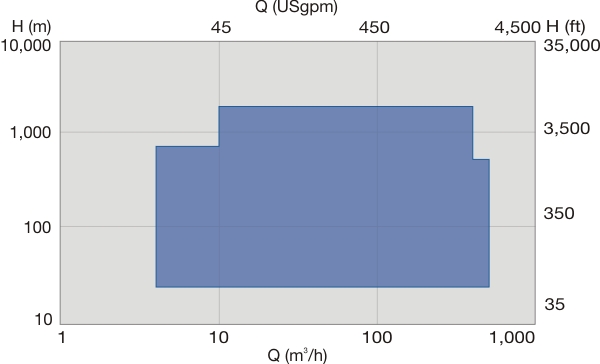
La bomba JVCR es una bomba de barril vertical multietapa ISO 13709 / API 610 tipo VS6, que se utiliza cuando la altura neta positiva de succión disponible (Net Positive Suction Head Available, NPSHa) es limitada. Se puede suministrar una amplia gama de hidráulicas, cabezales de descarga y rangos de presión, en función de los requisitos particulares de la aplicación.
La amplia cartera de productos de Sulzer ayuda a maximizar el rendimiento y la fiabilidad de los procesos de las centrales eléctricas de combustión de biomasa en estado líquido o gaseoso, de las centrales eléctricas de combustión de biomasa derivada de residuos sólidos urbanos o industriales, y de las centrales eléctricas de combustión de biomasa en estado sólido.
Sulzer posee profundos conocimientos sobre el tratamiento de aguas residuales y, con nuestra amplia gama de productos, ahora podemos ofrecer soluciones fiables y energéticamente eficientes para procesos de recogida de aguas, neutralización, floculación, sedimentación, refrigeración, aireación, almacenamiento de lodos, digestión y drenaje.
¿Cómo podemos ayudarle?
Póngase en contacto con nuestros expertos para encontrar la mejor solución.