Rotoren von Gas- und Dampfturbinen können sehr stark von Belastung, Ermüdung, Korrosion, Versprödung oder Rissen betroffen sein. All diese Faktoren wirken sich auf die betriebliche Lebensdauer aus. Unsere Lebensdauerbewertung kann den Lebenzyklus Ihres Rotors maximieren.
Maximieren Sie die betriebliche Lebensdauer Ihrer Turbinenrotoren
Wir bieten:
Ein komplettes Angebot an massgeschneiderten Wartungsdienstleistungen, um Komplettausfälle oder die Zerstörung Ihres Rotors zu vermeiden
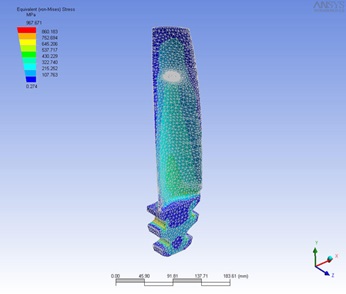
Technische Dienstleistungen, einschliesslich Analysen der lateralen und Torsionsdynamik des Rotors, Finite-Element-Analysen und Modalanalysen
Metallurgische Analyse- und Prüfungsdienstleistungen, die in unseren hochmodernen Laboren durchgeführt werden
Heisskorrosionsschaden in Gasturbinenschaufeln der ersten Stufe
Grenzen der Lebensdauer von Rotoren
Bis vor kurzem galten Turbinenrotoren als unvergängliche Maschinen, solange kein offensichtlicher Schaden vorhanden war. In den letzten Jahren gab eine Reihe von OEMs an, dass Turbinenrotoren eine begrenzte Lebensdauer haben.
Die folgenden Prozesse können die Lebensdauer von Turbinenrotoren einschränken und sogar zur vollständigen Zerstörung des Rotors führen:
Externer Angriff durch Korrosion oder Verschleiss
Spannungskorrosionsrisse
Thermische Ermüdung
Hochzyklische Ermüdung
Kriechverhalten
Verlust der Dehnbarkeit
Bewertung der Rotorenlebensdauer
Die meisten industriellen Gasturbinenhersteller verwenden aktuell Äquivalent-Betriebsstunden (EOH) als Grundlage zur Bestimmung der verbleibenden Lebensdauer von Gasturbinenrotoren.
Die Lebensdauer eines typischen Rotors reicht von 100.000 bis 150.000 EOH. Mit einer rechtzeitigen Inspektion der Rotorteile ist es normalerweise möglich, eine einmalige Verlängerung von rund 50.000 bis 100.000 EOH zu erzielen.
Hohe Temperaturen und Belastungen, entweder allein oder in Kombination, können sich auf die Lebensdauer des Rotors auswirken. Diese Auswirkungen können berechnet, überprüft und die verbleibende Lebensdauer bewertet werden.
Lebensdauereinschränkende Prozesse schreiten langsam fort. Viele Prozesse stehen dabei nicht direkt mit den EOH in Verbindung, sofern keine bestimmte Angriffsgeschwindigkeit bekannt ist und berücksichtigt wird.
Mögliche Ausfallursachen müssen mit Vorsicht ausgewertet werden:
Externer Angriff durch Korrosion/Verschleiss: Dies wird durch die physikalischen Prozesse bestimmt, die sich erheblich unterscheiden können. Es besteht keine feste Beziehung zu den EOH.
Spannungskorrosionsrisse: Dieser Prozess hängt von der Korrosivität der Umgebung ab und kann sich unterschiedlich in Gasturbinen auswirken. Es besteht keine feste Beziehung zu den EOH.
Thermische Ermüdung: Dieser Prozess hängt von der Menge an Anfahrvorgängen ab. Thermische Ermüdung allein hat keine feste Beziehung zu den EOH.
Hochzyklische Ermüdung: Es besteht keine feste Beziehung zu den EOH.
Kriechverhalten: Metalltemperaturen und Belastungswerte sind bekannt und mehr oder weniger konstant. Es besteht eine Beziehung zu OH (die konservativ an den EOH angeglichen werden können).
Verlust der Dehnbarkeit: Die metallurgische Zersetzung ist abhängig von Zeit und Temperatur. Da Rotortemperaturen im Betrieb stabil sind, gibt es eine klare Beziehung zwischen dem fortschreitenden Verlust der Dehnbarkeit und den EOH.
Niedriglegierte Stahlrotoren haben geringe Metalltemperaturen (350 °C bis 400 °C, oder 600 °F bis 750 °F). Aus diesem Grund gilt das Kriechverhalten nicht als wesentliches Problem, mit Ausnahme von lokalen Bereichen mit erhöhten Temperatur- und/oder Belastungswerten, wie bspw. bei Tannenschnitten. Belastungskorrosion kann nur bei extrem hoher statischer Belastung in einer korrosiven Umgebung erwartet werden.
Verlust der Dehngrenze/Steifheit und Kriechverhalten sind jedoch die einzigen Prozesse, die die Lebensdauer eines Rotors basierend auf den EOH begrenzen könnten.
Um die Lebensdauer des Rotors zu verlängern, müssen Sie sowohl die Belastung im stationären Zustand (zentrifugal) als auch im dynamischen Zustand (thermo-mechanisch) gewissenhaft berechnen. Um die Auswirkung eines Defekts auf die Lebensdauer des Rotors zu berechnen, brauchen Sie sowohl die Legierungshärte als auch eine bruchmechanische Analyse, zur:
Bestimmung der kritischen Defektgrösse für einen Stressriss
Identifizierung der Wachstumsrate des Defekts oder erkannten Fehlers
Berechnung der Anzahl an Zyklen des Defektwachstums, bis zu einem sicheren Anteil der kritischen Defektgrösse
Überprüfung der Ergebnisse anhand der erwarteten Betriebszeitperiode
Legierungsstähle demonstrieren einen Übergang von geringer Dehnbarkeit bei geringen Temperaturen zu deutlich mehr Dehnbarkeit bei höheren Temperaturen. Diese Übergangstemperatur wird FATT (Fracture Appearance Transition Temperature - Sprödbruch-Übergangstemperatur) genannt und tritt nach dem Eintreten des Bruchs der Charpy-V-notch Testproben auf. Die FATT liegt in neuen Materialien in der Regel bei rund 0 °C bis 120 °C (32 °F bis 250 °F). Die Legierung ist unter der FATT spröde und über der FATT dehnbar.
Versprödungswiderstand ist ein Phänomen in Legierungsstahl, das durch die Einführung spezieller Spurenelemente (Zinn, Antimon, Phosphor, Arsen) in die Korngrenzen auftritt. Erhöhte Werte dieser Elemente in den Korngrenzen können die FATT auf eine höhere Temperatur verändern.
Weder die unteren noch die oberen Dehnbarkeitswerte der Plattform sind stark von dem Versprödungswiderstand betroffen. Lediglich die Veränderung der FATT führt zur geringeren Dehnbarkeit bei hoher Temperatur.
Die Empfindlichkeit gegenüber Änderungen der FATT wird auch durch Nickel und Chrom bestimmt, Elemente, die nicht zur Grundursache der Veränderung gehören. Das Vorhandensein von Chrom und Nickel erhöht die Empfindlichkeit erheblich. Gemäss Definition haben Legierungen mit Nickel eine gute Dehnbarkeit. Deren Eigenschaften können sich jedoch in höheren Temperaturen verändern.
Konsequenzen von Versprödungswiderstand
Wenn die Materialeigenschaften (insbesondere Dehnbarkeit und Härte) sowie die betrieblichen Belastungswerte bekannt sind, können die zulässigen Defektgrössen berechnet werden.
Hier gibt es zwei wichtige Kriterien:
Kritische Defektgrösse für instabiles Risswachstum (Bruch) unter bestimmten Belastungskonditionen
Minimale Defektgrösse für das Defektwachstum unter bestimmten Belastungskonditionen (kleinere Defekte wachsen nicht und sind sicher)
Idealerweise sollten Teile keine Defekte haben, die grösser als die minimale Defektgrösse für Wachstum sind. Das Wachstumsverhalten von Defekten kann bestimmt werden, wenn sowohl Belastung und Materialverhalten bekannt sind. In diesem Fall kann ein “Safe-Life”-Konzept verwendet werden, um die Bedeutung des Defekts zu bewerten. “Safe-Life” kommt dank der Empfindlichkeit gegen Ermüdung (vor allem bei Aluminiumlegierungen) speziell in der Luftfahrttechnik zum Einsatz.
Gasturbinenrotoren wurden nicht mit einem “Safe-Life”-Konzept entwickelt. Somit sollten Defekte unter der minimalen Wachstumsgrösse für Defekte liegen. Bei versprödetem Material sind sowohl die Akzeptanzkriterien für minimale als auch für kritische Defektgrössen deutlich reduziert.
Wachstumsraten von Defekten hängen nicht erheblich mit dem Zustand der Versprödung zusammen.
Bis zu ungefähr 400 °C (750 °F) steigt die Wachstumsrate des Defekts nur leicht mit dem Anstieg der Materialtemperatur an.
Die Konditionen für das Wachstum von Rissen in Rotoren und Scheiben sind schlechter während der anfänglichen Aufwärmphase, z. B. bei relativ geringen Materialtemperaturen. Aus diesem Grund sind höhere Wachstumsraten der Defekte bei höheren Temperaturen in der Regel irrelevant.
Die Bruchmechanik verwendet vereinfachte Modelle für Risse und andere Defekte. Defekte können verschiedene Formen und Dimensionen annehmen. Sie können auch in Clustern auftreten.
Die meisten, wenn nicht alle, Inspektionstechnologien melden lediglich “die äquivalente Defektgrösse” erkannter Anzeichen. Das bedeutet, dass Anzeichen wie Defekte aussehen, mit der Standardform und -abmessung. Der reale Defekt könnte somit grösser oder kleiner sowie mehr oder weniger gefährlich sein.
Aus diesem Grund ist die Verwendung grosser Sicherheitsfaktoren bei der Defektbewertung nach der anfänglichen Inspektion zur Lebensdauerbewertung dringend empfohlen. Nach der Erkennung von Defekten kann deren potentielles Wachstum oder die Stabilität in zukünftigen Inspektionen bestimmt werden. Verlaufsinspektionen können diese Informationen dazu nutzen, um Ungewissheiten über die Bedeutung dieser Anzeichen zu reduzieren.
Idealerweise sollte die erste Inspektion des Turbinenrotors durchgeführt werden, wenn ungefähr 50 % bis 70 % der angegebenen Lebensdauer des Rotors erreicht wurden. Die Inspektionsberichte können als zuverlässige Grundlage zur Bewertung der Lebensdauerverlängerung herangezogen werden.