Retrofitting crude oil transfer pump
Revitalizing the oil industry
Our project in Malaysia shows that retrofitting is both a technical and economic improvement. The competitive solution adapted existing equipment to evolving needs.
To give some background, low oil prices put more pressure on oil producers around the world to extend the life of mature oil fields and to debottleneck existing platforms. This has led to a rise in global demand for retrofit solutions.
Petronas inherited the Kinabalu platform from Shell Malaysia, which had operated it for 25 years. It was overdue an upgrade and Talisman Malaysia Limited became the operator. Situated at East Malaysia Sabah, Kinabalu produced an average of 7 million barrels of oil equivalent per day (mmboe/d) in 2014.
Talisman wanted to continue production, further develop the platform, and improve the recovery of crude oil from the Kinabalu oil fields. The company wisely decided to invest in improving the facilities. We had to adapt the equipment quickly to the new duties and avoid shutdowns.

New duties for the pump
The crux of the problem was that because of reduced output from wells and changes in processes, the crude oil transfer pump on the platform needed to deliver much lower flow rates. What’s more, the pump flow was also expected to vary over the next five years.
Quick local turnaround
Sulzer provided state-of-the-art hydraulic expertise to offer the customer the best solution with a hydraulic rerate as the centerpiece.
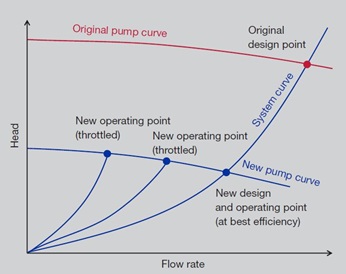
Sulzer supplied a new low-flow, low-head hydraulics to meet the various duty conditions. The major difficulty in meeting three different duty points was resolved by throttling the flow and reducing the pressure using a discharge valve. This made the pump run closest to the best efficiency point.
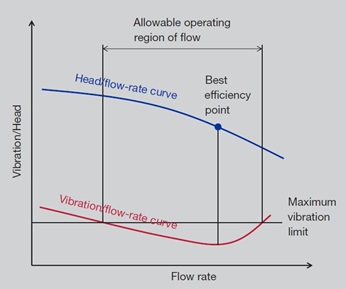
This method was the best technical and economic solution under the space constraints. The energy losses were minimized. The benefits of running the pump close to the design point reduces vibrations and increases reliability.
A new impeller design ensured a minimum of liquid recirculation so that power would not be wasted. Special, extremely resistant protective coatings such as SUMEPUMPTM were used on all wetted parts (pump casing, stuffing boxes, impellers, and sleeves). The rotor exchanges were done one after another to save time. Sulzer Singapore worked with a local test bed company to satisfy the customer’s requirement on testing. The first pump was successfully commissioned in 2015.
Our customer was convinced of the added value Sulzer delivered and has already scheduled a second and third pump for retrofit.
Customer benefit—only changing what’s required
To save some bucks, the solution included changing the rotor design while making use of the existing pump casing, motor, seal plan, and piping arrangement. No hot work — such as welding, grind cutting, etc. — was required on site. Except for the impeller, which needed to be optimized to the new duty, most spares are interchangeable. Therefore, the available inventory stock can be used for future maintenance. The general arrangement was maintained and Sulzer showed it’s as resourceful as ever.
