-
 HST™ turbocompressorThe modern and silent HST™ turbocompressor features an advanced design with proven magnetic bearing technology and a high-speed motor driven through a built-in frequency converter.
HST™ turbocompressorThe modern and silent HST™ turbocompressor features an advanced design with proven magnetic bearing technology and a high-speed motor driven through a built-in frequency converter.
Success story of HSTs at Refineria del Centro
Sulzer turbocompressors offer total control over yeast fermentation process
Founded in 1971, Refineria del Centro is a major company in Argentina manufacturing and commercializing various types of food products, including edible and refined oils and fats. Its modern factory near Cordoba is ISO 22000 certified, ensuring all food handling and processing are performed to a high standard of hygiene.
In 2014, the factory of Refineria del Centro was extended with a new
line to produce baker’s yeast. When searching for trustable suppliers,
the client favored those making reliable and safe equipment. For the
aeration of the fermentation tanks, Sulzer was chosen to provide six
completely oil-free HST turbocompressors. This has since been proven
to be a winning choice.
Marcos Gervan - Yeast Plant Manager, Refineria del Centro
The HST turbocompressors are highly efficient, flexible, and deliver 100% clean air. They combine safety and ease of operation.

The challenge
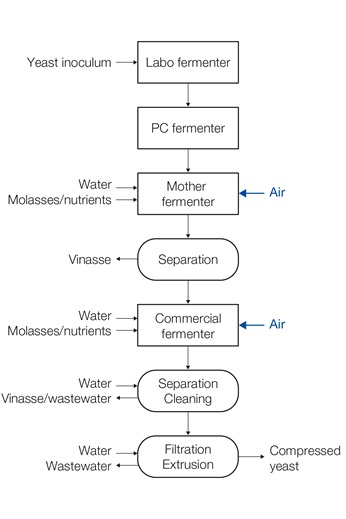
Baker’s yeast is produced in a multiple-stage fed-batch process. Yeast propagation occurs in successive fermenters operated under aerobic conditions. In the mother and commercial fermenters, the yeast suspension is first introduced and mixed with nourishing media, consisting of molasses and other nutrients, under strong aeration from bottom diffusers.
Once yeast growth starts, the nutrients are fed incrementally which makes the level of liquid rise progressively. Air flow also increases as yeast cells multiply and require more oxygen. At the end of the fermentation, the nutrient feeding stops, and the tanks are progressively emptied and then cleaned and disinfected prior to the next batch. The feed rate of nutrients, temperature, pH, and aeration must be strictly controlled for optimum yeast yield and product quality.
The right aeration is especially critical, as underaeration leads to excessive alcohol formation and overaeration to increased production costs. The air compressors must combine reliability, efficiency, and flexibility to cope with varying flows, which depend on the need for oxygen, and pressure, which depends on the liquid level. Above all, the quality of the compressed air must be perfect in sanitary terms as yeast is a living organism.
The solution
At Refineria del Centro, the large-scale fermentation is conducted in two large tanks. For each tank, two process cycles can be selected:
- Cycle 1 - Mother batch: duration of 34 hours, of which 26 hours of growth cycle with continuous air supply, and 8 hours of emptying and cleaning without air supply.
- Cycle 2 - Commercial batch: duration of 22 hours, of which 16 hours of growth cycle with continuous air supply, and 6 hours of emptying and cleaning without air supply.

For both tanks Sulzer tailored the same package of three HST turbocompressors. Each set of compressors is controlled by one Master Control Unit (MCU) to exactly match the changing air needs during the complete cycles. After installation and start-up, the Sulzer technicians continued regular visits on site, providing additional support for the best use of the equipment.
Project data
For each fermenter, with air flow varying from 1’500 to 12’000 Nm3/h and differential pressure from 0.35 to 1 bar:
- (2) HST20-6000-1-190-40 and (1) HST2500-2-L-4 with a common discharge manifold
- (1) Master Control Unit (MCU) allowing optimal number of HSTs running in parallel at their best highest efficiencies
In addition to the HST turbocompressors, Sulzer also supplied five AHLSTAR single-stage process pump units for auxiliary applications.
Turbocompressors type HST20-6000-1-190-40
| Airflow range | 3’000 to 6’000 Nm³/h |
| Pressure rise | 35 to 100 kPa |
| Input power | 190 kW |
| Power supply | 380 – 690 V |
| Input frequency | 50 – 60 Hz |
| Thermal protection | PT100 |
| Max. noise level | 62 dBA |
Turbocompressors type HST2500-2-L
| Airflow range | 1’000 to 2’000 Nm³/h |
| Pressure rise | 60 to 100 kPa |
| Input power | 90 kW |
| Power supply | 380 – 690 V |
| Input frequency | 50 – 60 Hz |
| Thermal protection | PT100 |
| Max. noise level | 74 dBA |