Многофазные насосы высокой мощности
Изменения в сфере нефтедобычи благодаря использованию многофазных насосов
Полезные сведения о многофазных насосах компании Sulzer
Многофазные насосы обеспечивают транспортировку больших объемов газожидкостных смесей на более дальние расстояния без необходимости предварительной фазовой сепарации. Благодаря этим насосам мы обеспечиваем непрерывную добычу с нефтяных месторождений, а также продлеваем срок службы этих насосов, в то же время снижая затраты на освоение. Ниже на примере нефтедобывающей платформы Данбар в Великобритании показано, как эти преимущества реализуются на объектах.
Наши многофазные насосы на практике: месторождение Данбар
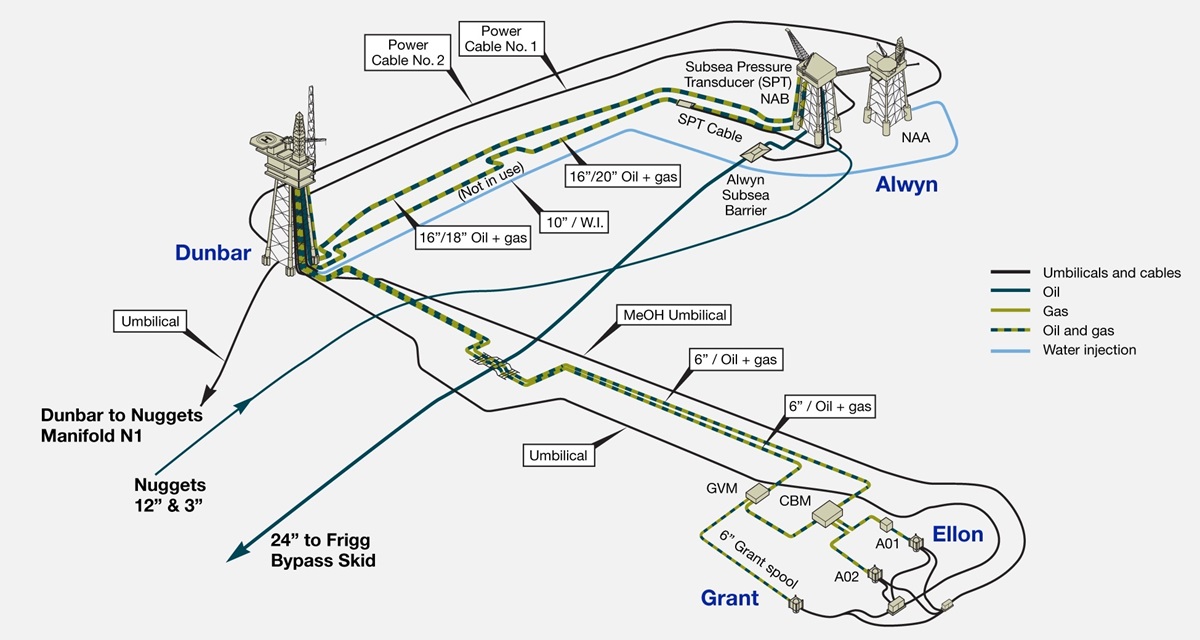
Наши многофазные насосы уже почти 20 лет эксплуатируются на месторождении Данбар (см. рис. 1), на буровой платформе компании TOTAL в великобританском секторе Северного моря. Данбар является спутником Северной платформы месторождения Алвин.
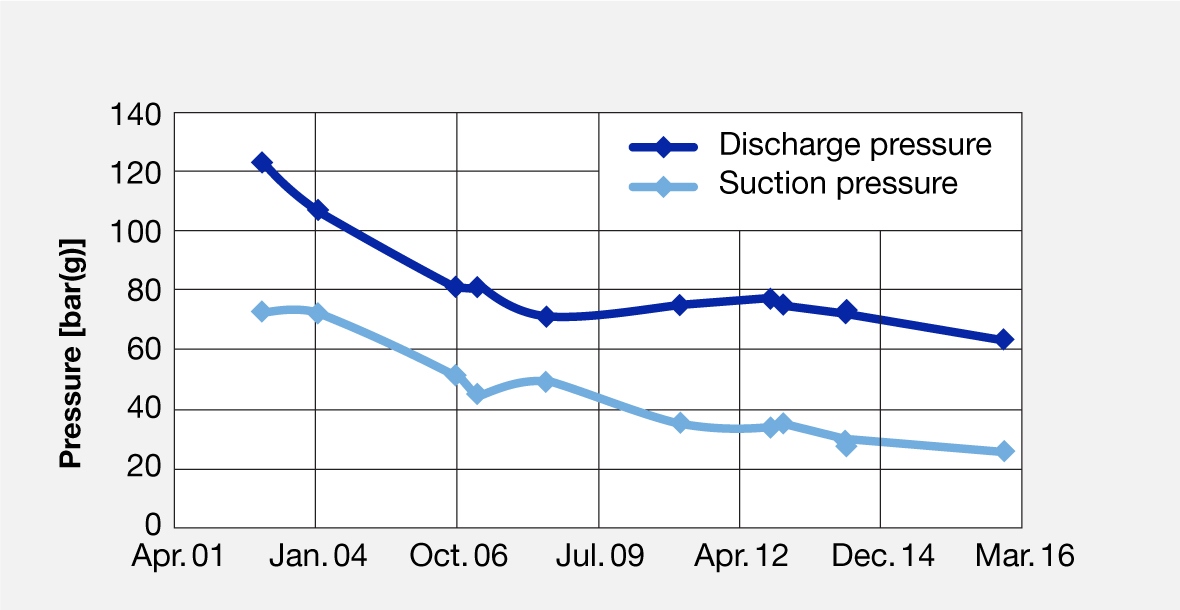
(рис. 2)
После установки наших многофазных насосов на месторождении Данбар появилась возможность продолжать добычу нефти, несмотря на снижение давления на устье скважин.
Почему именно многофазные насосы?
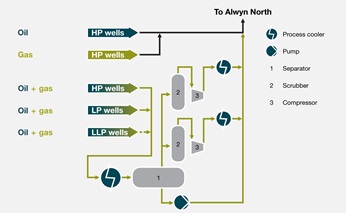
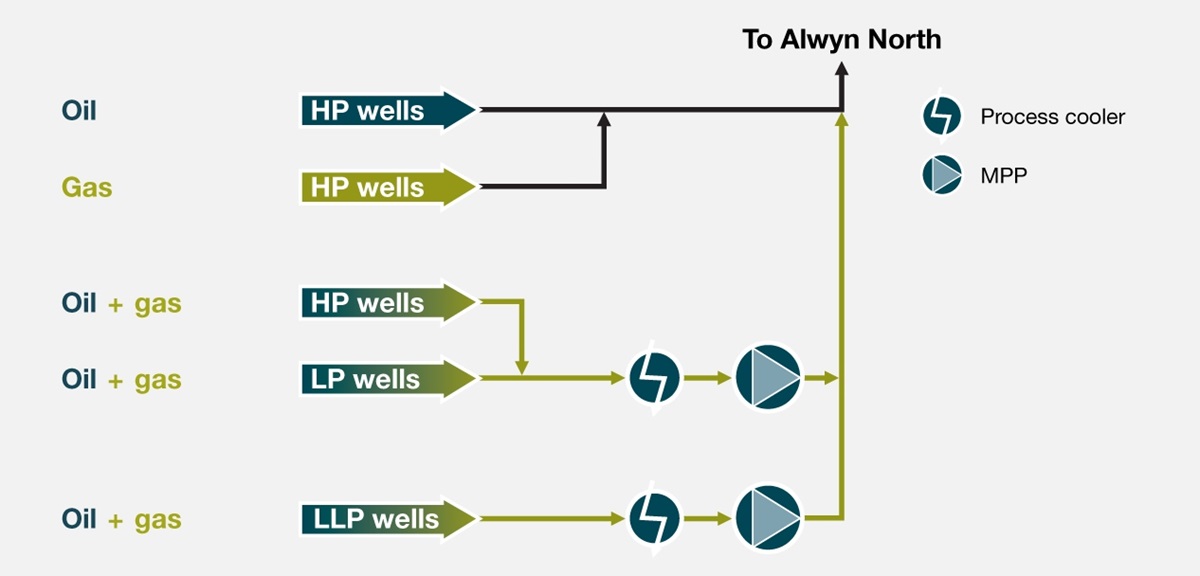
Для месторождения Данбар компания TOTAL рассматривала два варианта. В одном использовалась стандартная система (рис. 3), работавшая при низком давлении, в которой жидкости перекачивались, а газ сжижался до трубопровода для многофазной перекачки. В другом использовалась инновационная система (рис. 4) с применением многофазных насосов для объединения нескольких скважин и доставки нефти из скважин с низким давлением непосредственно в трубопровод для многофазной перекачки.
Компания TOTAL решила выбрать многофазные насосы Sulzer, а не систему с использованием сепараторов по следующим причинам:
- имеющимся производственным мощностям не требовалась значительная модификация;
- компания Sulzer предложила более экономичное решение;
- ограничения по весу и габаритным размерам на платформе Данбар послужили доводом в пользу проекта расширения консольного модуля многофазных насосов. Модуль имел вес на 30% меньше, чем у традиционной системы, а благодаря вертикальной установке насосов была сведена к минимуму необходимая площадь;
- Гибкость технологических параметров обеспечивалась применением схемы разделения скважин.

Установка насосов
На производственной площадке в модуле были установлены два блока насосных агрегатов. Модуль имел размеры 12 x 7,5 x 19 м (ДxШxВ) и массу 650 тонн (рис. 5). Летом 1999 года были начаты работы на платформе, а в ноябре того же года насосы были введены в эксплуатацию.
Интеллектуальный подход к разделению
Применение схемы разделения скважин обеспечило гибкость технологических параметров. В данной схеме, состоящей из трех отдельных продуктовых коллекторов — высокого давления (HP), низкого давления (LP) и сверхнизкого давления (LLP), — максимально используется энергия естественного поля скважин. В результате потребность в электроэнергии сводится к минимуму. Нефть из скважин высокого давления идет в обход насосов. Нефть из скважин низкого и сверхнизкого давления направляется на один из соответствующих многофазных насосов для максимального увеличения добычи.
Самонастройка
Учитывая нестабильный характер перекачивания двухфазного потока, компания Sulzer сосредоточилась на разработке подходящих систем регулирования, которые:
- облегчили бы жизнь операторам,
- обеспечили бы работу насоса в автоматическом режиме,
- увеличили бы среднее время наработки на отказ (MTBF) насоса и оптимизировали производство.
В работе многофазных насосов на месторождении Данбар в автоматическом режиме участвует система регулирования давления всасывания и крутящего момента, с помощью которой скорость может автоматически корректироваться для достижения заданной величины давления всасывания, устанавливаемой оператором. Это позволяет осуществлять увлажнение осадков жидкости, благодаря чему вибрация насоса сводится к минимуму и достигается оптимальная производительность.
Тесное сотрудничество
Центр научно-исследовательских и опытно-конструкторских разработок компании Sulzer в г. Винтертур (Швейцария) прилагает большие усилия для разработки новых решений в сфере многофазных насосов, включая новую конструкцию разгрузочного поршня и запатентованное демпфирующее устройство в середине вала. Непрерывное сотрудничество между компаниями TOTAL и Sulzer позволило успешно применить результаты исследований к многофазным насосам на месторождении Данбар в 2013 году. Усовершенствованная конструкция насосов позволила справиться с нестабильностью, вызванной снижением давления на устье скважин, и адаптировать насосы к постоянному изменению условий добычи на нефтяном месторождении. Компании TOTAL и Sulzer уверены в том, что гибкость многофазных насосов позволит оптимизировать добычу на завершающем этапе эксплуатации месторождения Данбар и обеспечить давление на устье скважины на уровне 20 бар (изб.) и ниже без необходимости инвестирования значительных средств.