Linha de bombas de processo SNS de estágio único e sucção axial
Superando expectativas: nossa linha de bombas de processo recorde
A bomba SNS de sucção axial foi desenvolvida para exceder as mais altas regulamentações de eficiência energética em todos os setores, além das exigências de design da norma internacional ISO 5199. O design inovador torna esta bomba centrífuga mais confiável e, ao mesmo tempo, reduz significativamente o custo total de propriedade.
A linha de bombas de processo SNS, além de atender aos critérios de produtos relacionados com o consumo de energia (Energy-related Products, ERP), também bate todos os recordes ao exceder o índice mínimo de eficiência energética (Minimum Efficiency Index, MEI) de 0,7
A maior eficiência no mercado de bombas de processo, proporcionando uma redução significativa no consumo de energia
A maior potência hidráulica na linha de bombas de processo. A bomba SNS proporciona um fluxo aprimorado e uma altura manométrica maior do que com a bomba convencional
Baixo consumo de energia devido à alta eficiência
Baixo custo de reposição de peças devido ao alto nível de padronização
Baixo custo de instalação e manutenção devido à instalação fácil e ao design exclusivo
Principais aplicações
As bombas de processo SNS de sucção axial são usadas em uma ampla gama de aplicações gerais e industriais para bombear
Rotor inovador, altamente eficiente, de baixa carga líquida positiva de sucção requerida (Net Positive Suction Head Required, NPSHr)
A câmara de vedação do eixo otimizada e os furos de alinhamento inovadores com patente requerida garantem as condições ideais para a vedação do eixo, maximizando seu tempo de vida útil
Selos mecânicos integrados, inovadores e confiáveis, com patente pendente da Sulzer, para proporcionar a vedação do eixo sem problemas
Unidades de rolamentos compactas, rígidas e duráveis, com longa vida útil dos rolamentos e construção livre de vazamentos
Todas as bombas na linha de bombas de processo SNS de sucção axial foram padronizadas usando módulos e componentes comuns. Menos peças significa maior confiabilidade no processo e custos menores do estoque de peças sobressalentes.
Tamanhos de descarga a partir de 25 mm/1 pol a 125 mm/5 pol
Velocidade máxima de rotação
Velocidade de rotação de até 3.600 RPM
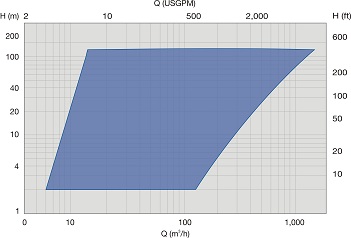
Faixa de desempenho
As bombas centrífugas SNS têm coberturas hidráulicas amplas e herméticas para satisfazer os requisitos das aplicações industriais e de versatilidade geral.
A Sulzer está na linha de frente quando se fala de excelência e qualidade, fornecendo as melhores soluções para apoiar empresas em segmentos em pleno crescimento, como é o caso da produção de energia renovável tendo como fonte a biomassa. Entender precisamente o que os clientes necessitam, bem como manter os mais altos padrões de fabricação, atendimento e serviços, levou a muitas vitórias significativas, entre elas, a colaboração com a Inpasa, a maior produtora de etanol de milho da América Latina. Até o final de 2022, a expectativa é que essa parceria tenha alcançado a entrega de quase 1.000 equipamentos, incluindo bombas, sistemas de vedação, agitadores e misturadores estáticos em três plantas no Brasil. (Artigo)
Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
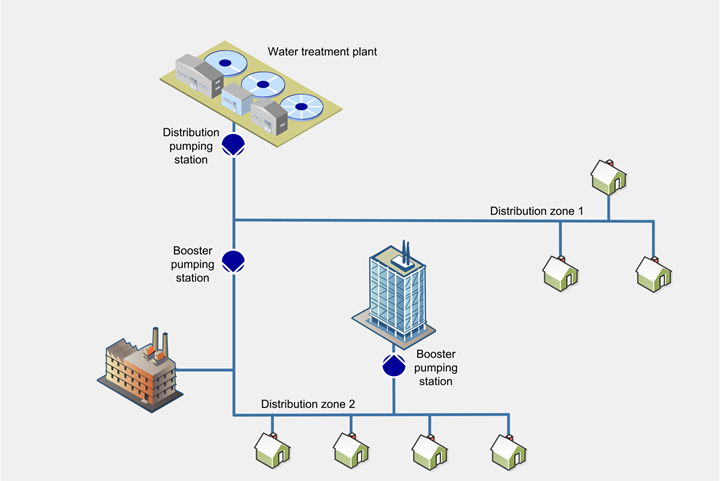
Levar a água potável para todas as partes de uma rede de distribuição envolve muitos desafios ao longo do caminho. Da estação de tratamento de água por meio de estações de bombeamento e além, as bombas Sulzer elevam e transportam a água potável para trazê-la para seu destino com vazão e pressão suficientes.
Seja na superfície ou no subsolo, as condições nas minas são difíceis. Além da lama, lodo, pedras e rochas, há grandes volumes de água para remover a fim de manter a produção em movimento.
As nossas bombas de drenagem são robustas e preparadas, assumindo a drenagem e remoção do lodo mais difícel.
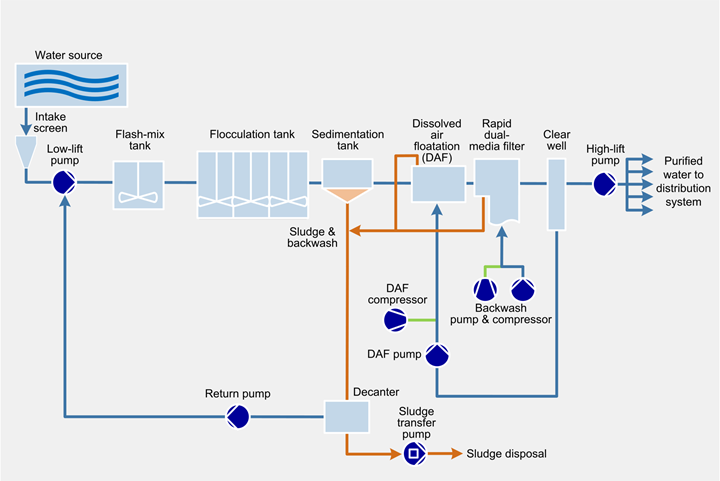
Ao planejar uma nova estação de tratamento de água ou atualizar uma estação existente, os custos operacionais são tão importantes quanto os custos de investimento. Os inovadores compressores, misturadores e bombas da Sulzer combinam desempenho confiável de tratamento com eficiência energética superior.
A Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem.
A tecnologia de mistura e agitação Sulzer SALOMIX™ e Scaba oferece uma grande variedade de produtos para aplicações industriais. Os agitadores horizontais de montagem lateral e verticais de montagem no topo, misturadores químicos dinâmicos e produtos de gestão de fluxo em torres e tanques garantem processos de agitação e mistura eficientes.
As peças sobressalentes originais fabricadas com a tolerância e folga corretas resultam em encaixes perfeitos, na primeira e nas demais vezes. Nosso compromisso com a melhoria contínua nos permite fornecer peças com melhores características. Dessa forma, haverá um aumento no desempenho, estendendo a vida útil do equipamento e, ao mesmo tempo, reduzindo custos com manutenção.
Quando seu equipamento precisar de reparos, você não precisa se preocupar e nem perder um tempo valioso procurando as peças certas - ou ainda pior, descobrir que peças pequenas, mas vitais, não estão disponíveis. Com os kits de manutenção Sulzer, você tem tudo o que precisa em apenas uma embalagem.
A produção de alimentos e bebidas conta com nossas soluções de bombeamento e mistura. Bombas especiais e agitadores têm sido desenvolvidos para a produção de açúcar, amido e edulcorantes. Equipamentos de separação são muito utilizados na produção de bebidas e nossas tecnologias de processo podem ser usadas em aplicações de purificação e concentração.
A longa experiência e conhecimento detalhado de metais e aplicações em mineração com diferentes matérias-primas fazem da Sulzer um fornecedor confiável de bombas para essas indústrias.
A Sulzer é a líder mundial em soluções inovadoras, confiáveis e comprovadas de bombeamento, agitação e mistura para a indústria de celulose e papel. Nosso profundo conhecimento dos processos e aplicações tem base em uma longa e estreita cooperação com produtores, fornecedores de máquinas e empresas de engenharia.
Você pode contar com as nossas bombas de alto desempenho para operações eficientes de geração de energia a fóssil, nuclear e renovável. Nossos serviços de manutenção e reparo de turbinas, bombas e geradores garantem operações contínuas.
Play Video
O design inovador é sinônimo de maior eficiência, que se traduz em um consumo de energia menor. Além disso, a padronização elevada, a instalação fácil e a construção exclusiva também equivalem a custos menores de manutenção e operação.
Como podemos te ajudar?
Fale ou escreva para os nossos especialistas e encontre a melhor solução para você.