- Di facile installazione e autoportanti sul fondo del bacino, senza bisogno di vuotarlo per l’installazione
- Resistenti all’usura e di lunga durata
- Livello di rumore molto basso, nessuna formazione di aerosol e nessuna sedimentazione sul fondo, minimizzando così gli effetti ambientali
- Autopulenti
- Con SOTR (Standard Oxygen Transfer Rate, valore di trasferimento dell’ossigeno) e SAE (Standard Aeration Efficiency, efficienza d’aerazione) elevati
- Eccellente capacità di sospensione dei solidi
Aeratore sommerso autoaspirante tipo ABS XTA, XTAK
Aeratore tutto in uno
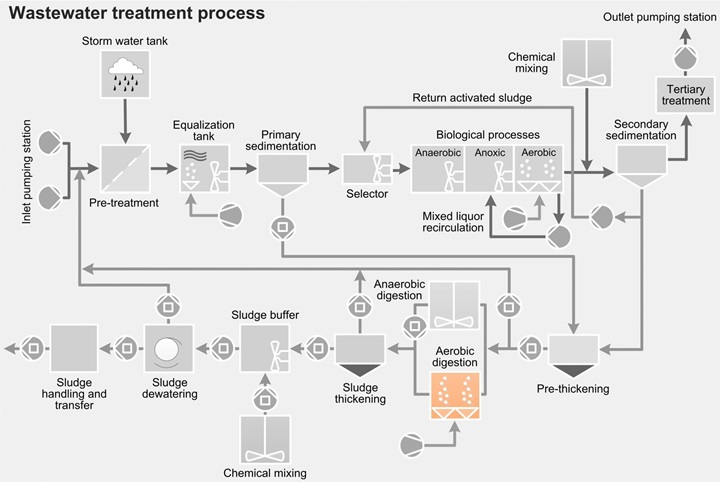
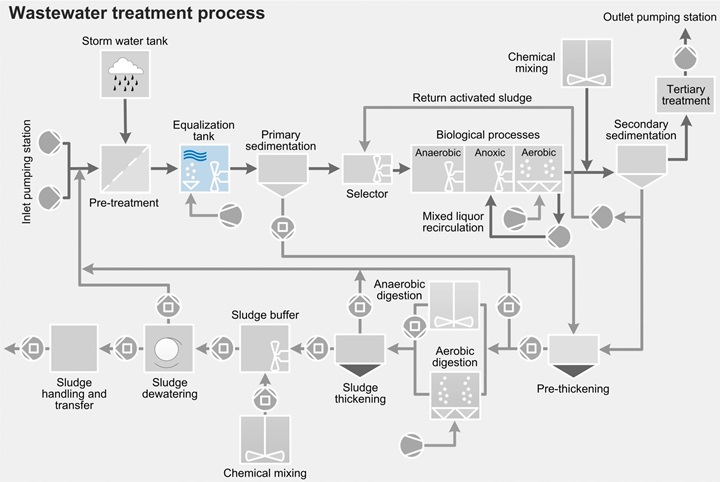
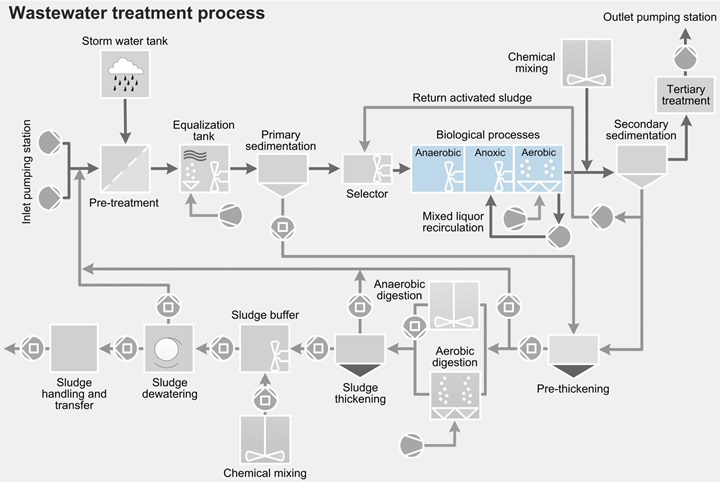
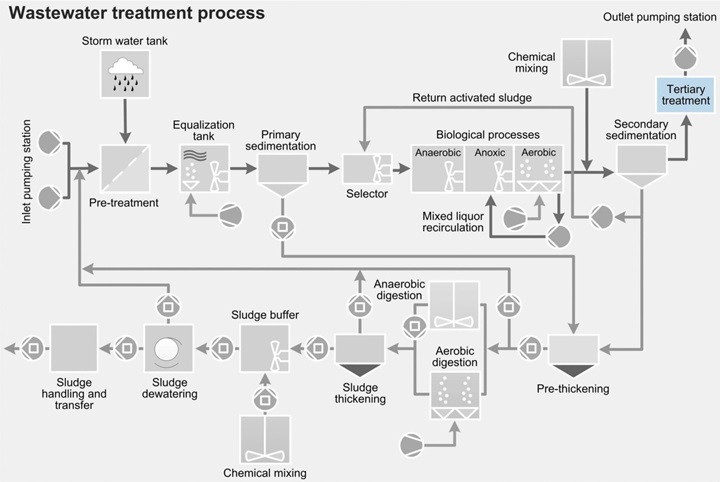
Gli XTA e XTAK sono aeratori sommergibili autoaspiranti per il trattamento delle acque reflue e delle acque in impianti municipali e industriali. Le loro principali aree di applicazione sono i serbatoi di miscelazione ed equalizzazione, i serbatoi di fanghi attivi, gli SBR e i serbatoi di stoccaggio dei fanghi.
- Bacini di fanghi attivi e SBR (Sequencing Batch Reactors, reattori di batch sequenziali), che offrono aerazione e miscelazione in una sola unità per il degrado del carico di biomassa
- Bacini di miscelazione ed equalizzazione, per fornire ai processi a valle un carico uniforme delle acque reflue ed eliminare gli odori
- Conservazione e stabilizzazione dei fanghi, fornendo controllo degli odori e ossidazione dei fanghi
- Flottazione di olio e grasso
- Aerazione addizionale
- Neutralizzazione di acque reflue alcaline con CO2 o fumi
Caratteristiche principali
L’aeratore autoaspirante XTA / XTAK è un aeratore, un miscelatore, una ventola e una pompa sommergibile, il tutto combinato in una singola unità. Ha la potenza per soddisfare i requisiti di trasferimento e miscelazione di ossigeno più impegnativi.
L’aeratore XTA è disponibile in una gamma completa di motori Premium Efficiency IE3 da 3 a 75 kW e con un trasferimento di ossigeno fino a 80 kg/h.
Le sue principali aree di applicazione sono i serbatoi di miscelazione ed equalizzazione, i serbatoi di fanghi attivi, gli SBR e i serbatoi di stoccaggio dei fanghi in profondità d’acqua da 2 a 9 m (7–30 ft).
Caratteristiche tecniche
| Trasferimento ossigeno | fino a 80 kg O₂/h (176 lbs O2/h) |
| Gamma di motori | 3–75 kW (100 CV) |