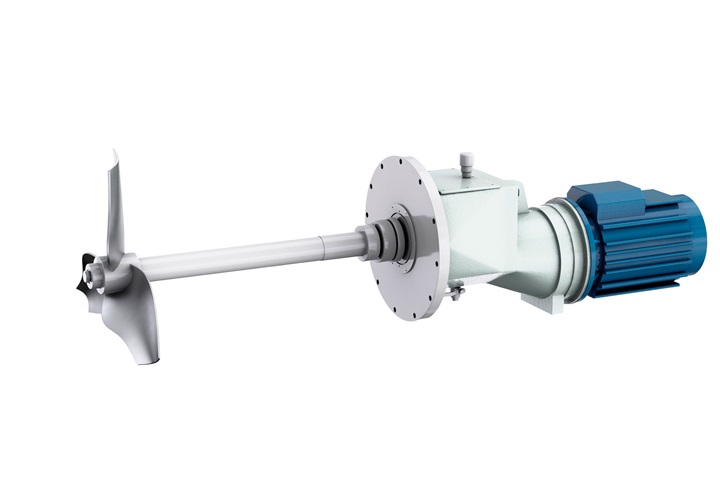
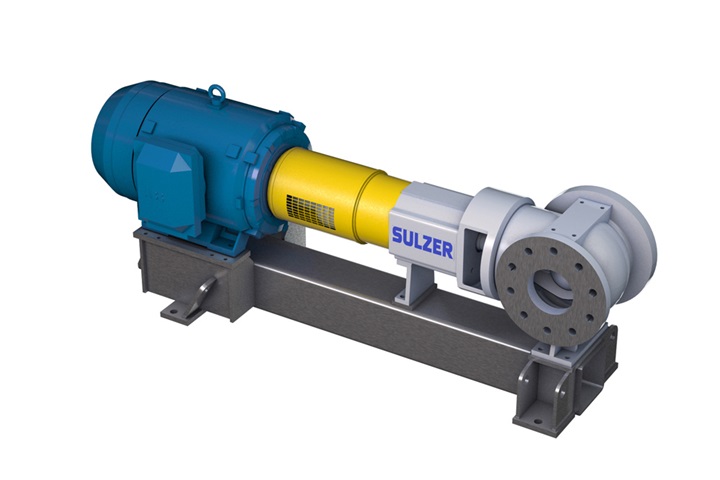
Agitadores y mezcladores dinámicos
La tecnología de mezcla y agitación SALOMIX™ y Scaba de Sulzer ofrece una amplia gama de productos para aplicaciones industriales. Agitadores horizontales y verticales, mezcladores químicos dinámicos, y productos de control de flujo en torres y tanques que garantizan procesos efectivos de agitación y mezcla.