- Extra high durability
- Minimized total cost of ownership
- Low energy consumption due to high efficiency
- Easy and quick installation and maintenance
- Low spare cost due to high standardization between EMW-M and EMW-R
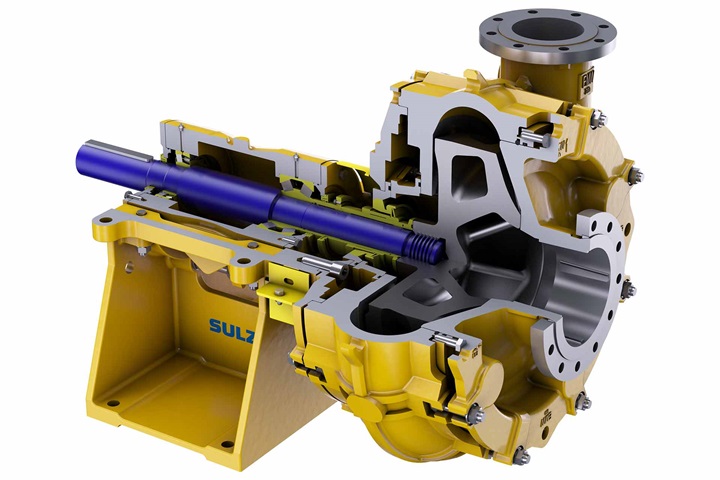
Heavy duty slurry pumps type Ensival Moret EMW
Extra heavy duty slurry pump with high abrasion and corrosion resistance
The EMW pump range has been designed considering historic field experience, coupled with the latest in fluid flow modeling technologies and finite element analysis, to create the latest in slurry pumping technology. The pump range offers high hydraulic efficiencies for optimized wear life performance in difficult solids handling applications.
- Mining and mineral processing
- Aggregates (sand and gravel)
- Power (bottom ash, lime slurry for flue gas desulphurization(FGD))
- Food industry
- Wastewater
- Chemical slurries