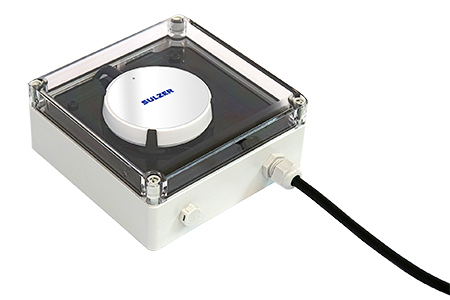
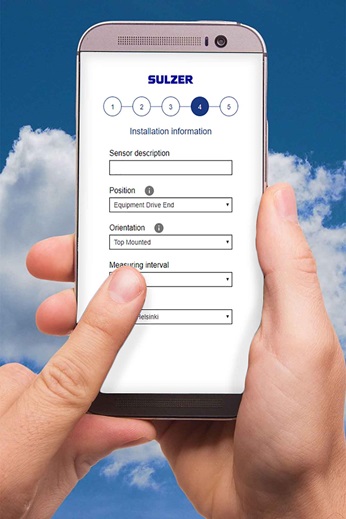
The solution detects possible equipment failures early on and optimizes maintenance planning. The data can be easily viewed on a laptop, tablet or smartphone.
Sulzer's online service provides secure, easy access to equipment related information anytime, anywhere. You can track your product condition, view the equipment trend data, access latest technical product documentation and identify spare parts.
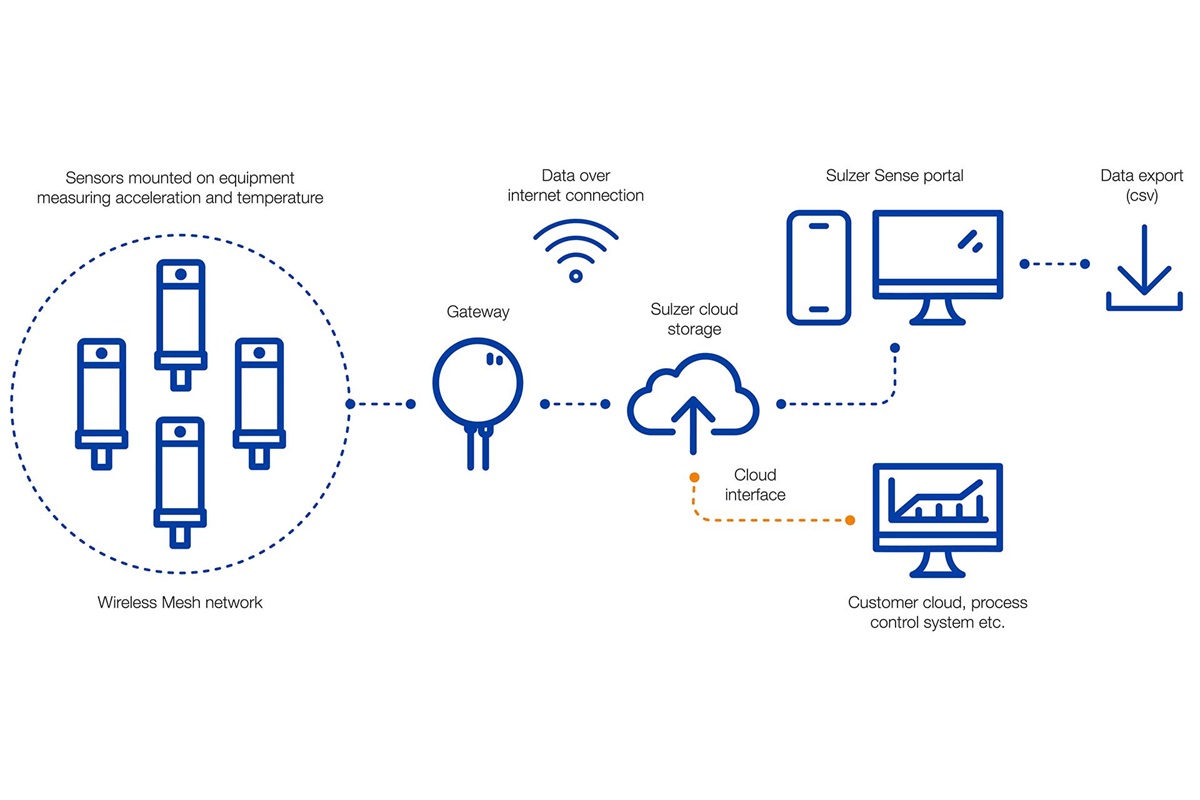
Sulzer uses cloud platforms, digital connectivity and state-of-the-art mesh sensor technology to create added value to the customers. Read the whole article.
Kotkamills is a forest products company based in Kotka, Finland. The company specializes in consumer boards, laminating paper, and sawn products – and is an innovative pioneer in introducing new technologies. The Sulzer Sense condition monitoring system has been employed at Kotkamills from July 2019, ever since the first steps of the system.
Pumps play a critical role in all mining operations and they are, therefore, among the most important equipment in a mine. In this article we explain why. Read the article.
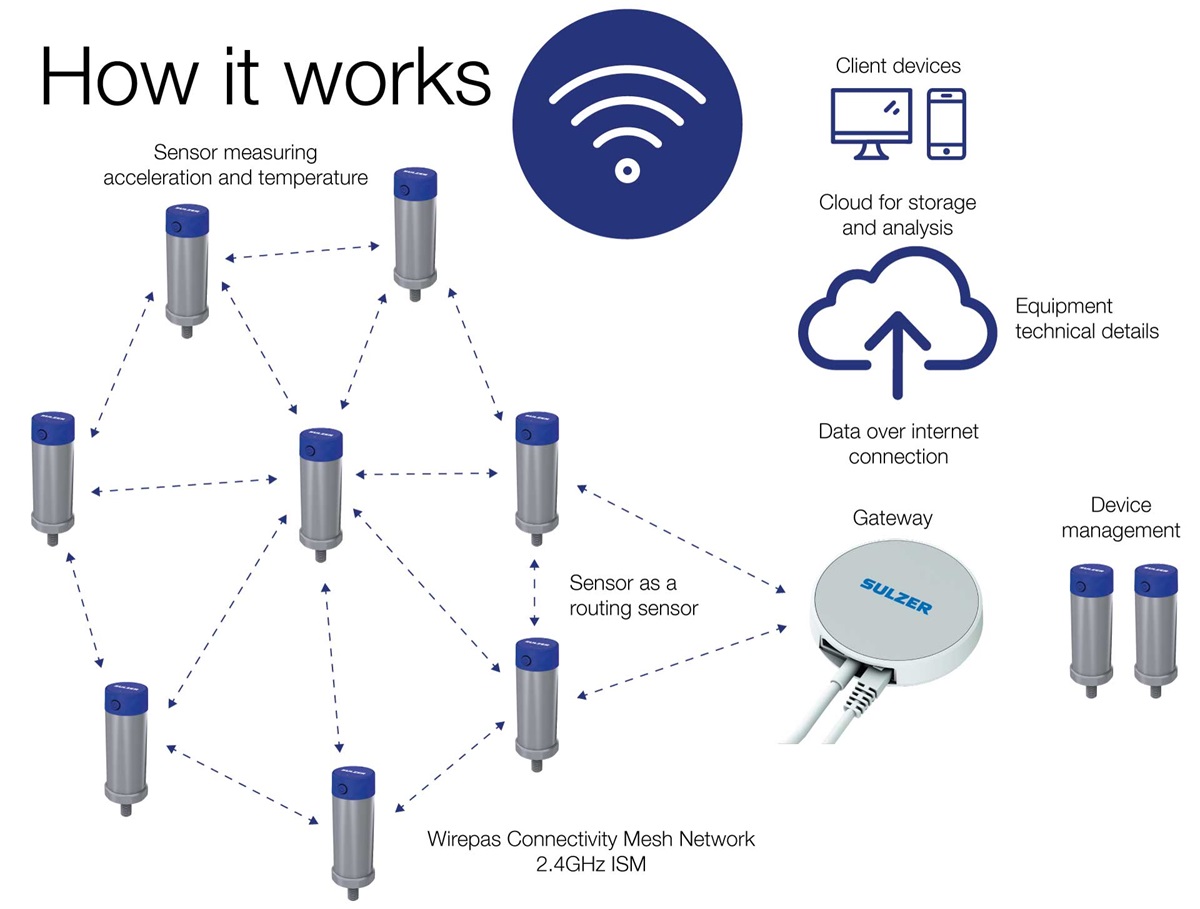
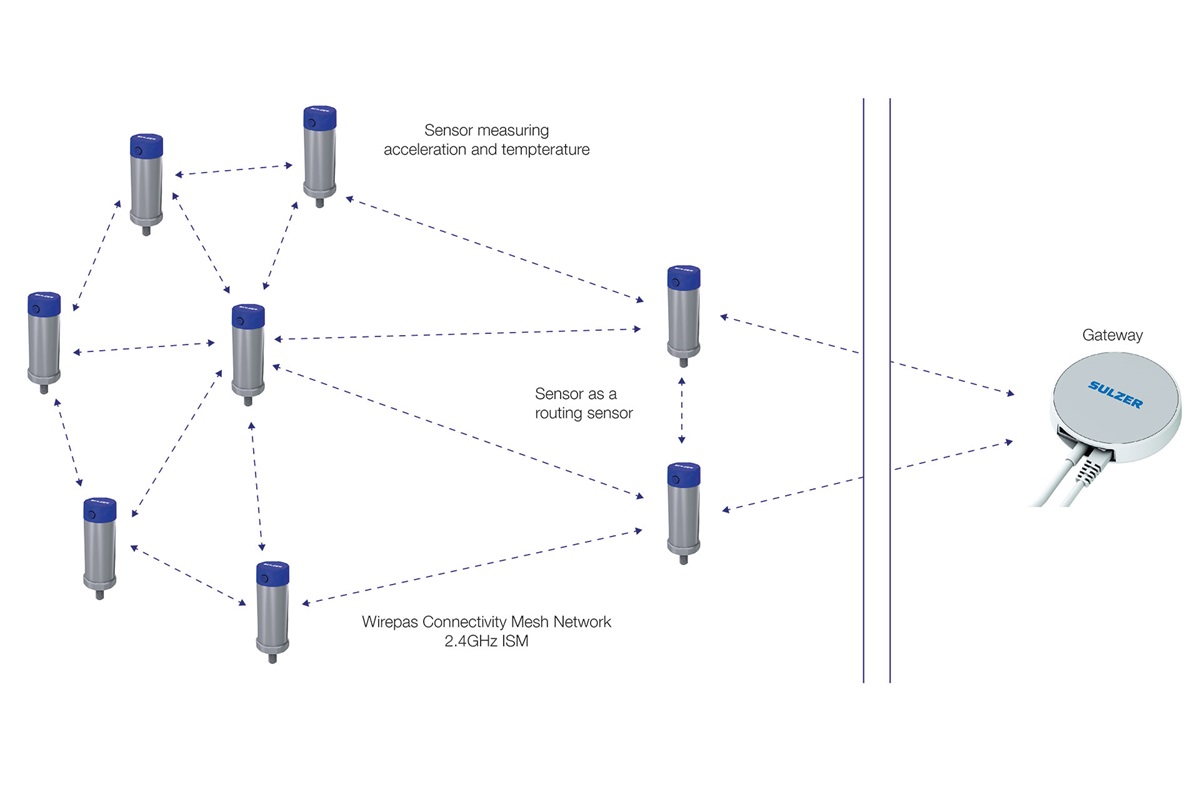
Industrial customers require insights into the behavior of their assets to proactively plan maintenance across their production facilities. This is commonly referred to as ‘condition monitoring’ and achieved by measuring and trending operational parameters such as bearing unit temperature and vibration that give an indication of the asset’s condition. Read the whole article.
Founded in 1909, Helen Ltd is one of Finland’s biggest energy companies. Helen provides district heating and cooling in the Helsinki region and supplies electricity to various parts of Finland. In addition to heat, cooling and electricity, Helen offers solutions for regional and renewable energy, smart buildings and electric transport. Helen is developing a smarter, carbon-neutral energy system that enables everyone to produce, use and save energy with respect for the environment. Helen aims to achieve 100% carbon neutrality in energy production by 2035.
Sulzer is at the forefront in the field of industrial pumping and mixing technology. As a matter of fact, the state-of-the-art industrial pumps and mixers have basically remained the same for decades, but the technology is constantly being improved and adapted to new market requirements. Read the whole article.
Pumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Sulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Sulzer offers a broad range of pumps and related equipment for water production and transportation as well as wastewater collection and treatment for municipalities and industries. Our expertise also includes separation technologies, and services on rotating equipment.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
Long experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Biofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
Efficient production of sugar, starch and sweeteners puts high demands on the processing equipment. Thanks to many years of experience and comprehensive process know-how, Sulzer offers a wide portfolio of innovative process pumps, special pumps, mixers, agitators, compressors and aerators for these industry sectors.
Our solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
High-performance pumps from Sulzer provide cutting edge solutions for the production, processing and transportation of hydrocarbons and CO2. Our technologies enable efficient separation processes for liquids and gas. We provide reliable services for compressors, turbines, motors, and generators through our global aftermarket network.
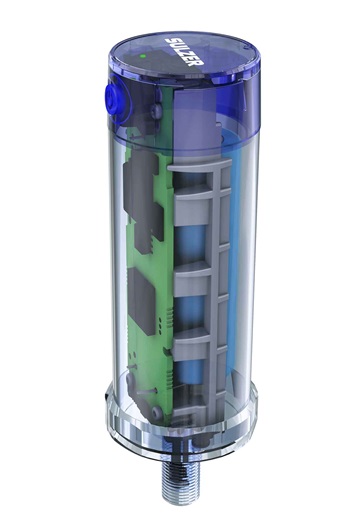
Sulzer takes its expertise in pumping solutions to the next level by introducing the Sulzer Sense wireless IoT condition monitoring system. Sulzer’s long experience in demanding industrial processes ensures that the Sulzer Sense monitoring device is built for real-life needs and conditions, to the benefit of our customers.
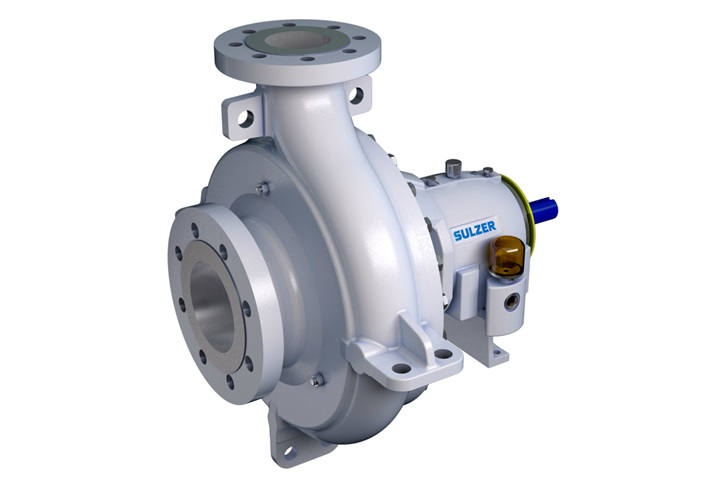
AHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
AHLSTAR APT end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
AHLSTAR EPP/T centerline supported end-suction single-stage centrifugal process pumps are designed to stand high temperature especially in demanding industrial hot liquid pumping applications. The pump exceeds the requirements of ISO 5199.
AHLSTAR NPP/T non-clogging end-suction single-stage centrifugal process pumps are designed for industrial large solids containing liquid or abrasive slurry applications to avoid plugging. The pump exceeds the requirements of ISO 5199.
AHLSTAR WPP/T wear-resistant end-suction single-stage centrifugal pumps are designed for abrasive and erosive pumping applications, such as lime milk and mud, and coating pigments. The pump exceeds the requirements of ISO 5199.
CPE ANSI pumps are specifically designed to exceed the strictest energy regulations for all industries as well as the requirements of ASME B73.1. With revolutionary hydraulics and high efficiency, they offer the lowest life cycle costs.
The SNS end-suction pump has been designed to exceed the highest energy efficiency regulations across all industries and also the design requirements of ISO 5199 international standard. The innovative design makes this centrifugal pump more reliable while significantly reducing total cost of ownership.
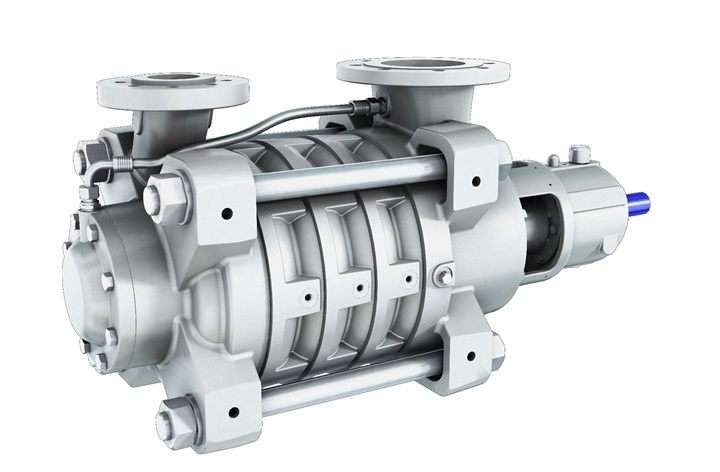
The MBN pumps are ideal for use in high-pressure applications. They have a big variety of nozzle position options, thus providing flexibility during installation and simplifying the piping design.
ZPP double-suction axially split single-stage centrifugal pumps are used for demanding high-capacity industrial applications to ensure process reliability, high efficiency, and low operating costs
A robust, belt-driven agitator for light to heavy duties. Agitator performance can be adjusted through other drive combinations. Features the new high-efficiency EX3 propeller.
Scaba top-mounted vertical agitators are used for mixing and agitating process liquids in many industries, including wastewater and industrial applications.
Sulzer Sense condition monitoring – easy, safe and convenient
How can we help you?
Talk or write to our experts to find your best solution.