Produce best-in-class concentrates with freeze concentration
Freeze concentration is the technology of choice for best-in-class liquid food concentrates. Thanks to sub-zero process conditions, this concentration technology preserves 100% of thermally sensitive components, such as aroma, flavor, color and nutrients.
Freeze concentration is the crystallization of water to ice and the subsequent separation of the ice crystals from the concentrated liquid.
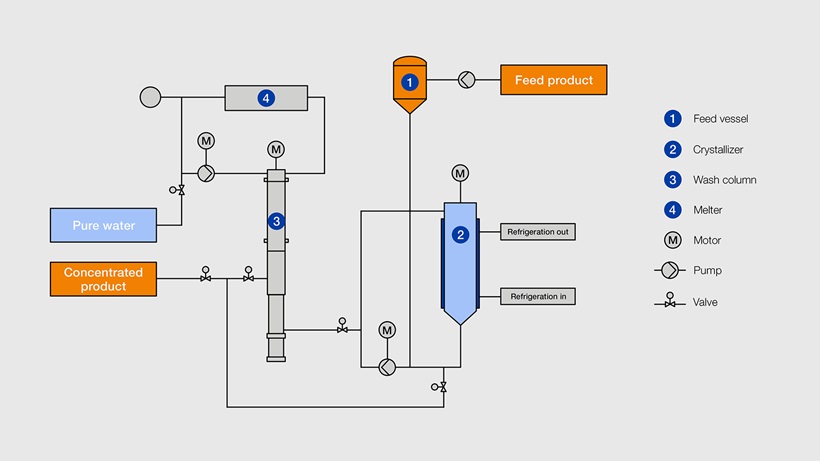
Figure 1 shows the main equipment of Sulzer’s freeze concentration technology:
Filling the liquid, which needs to be concentrated, into a feed tank.
Crystallization of water to ice with the help of the scraped cooling crystallizer. The slurry is continuously circulated until the crystals reach their optimum size to ensure the subsequent solid-liquid separation
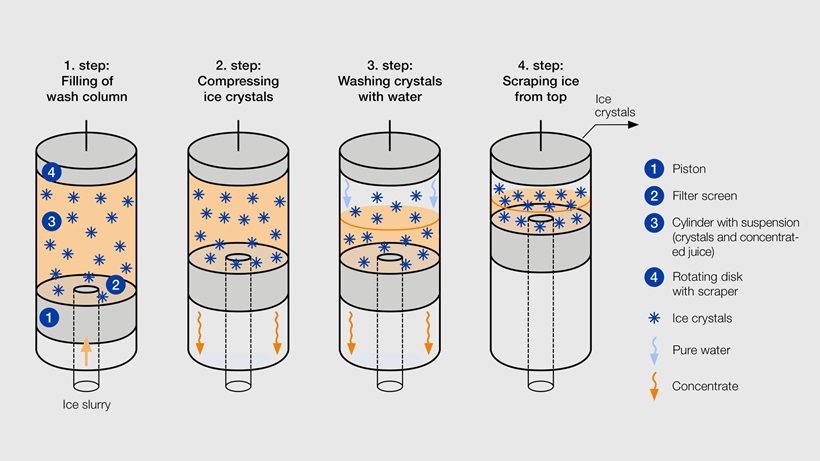
Separation of the ice crystals from the concentrated liquid. This step is performed in a wash column following the sequence showed in Figure 2.
Fig. 1 The process flow diagram (PFD) of Sulzer’s freeze concentration technology
Fig. 2 Illustration of the separation steps taking place in the wash column
Freeze concentration has been used in the food industry for more than 30 years. It is a proven technology to gently concentrate vegetable and fruit juices, to produce coffee, tea and herbal extracts, to create milk powder, or to thicken vinegar. Beer, wine and cider are concentrated to ease storage and transport, to improve their quality or to create special products (Fig. 3).