Using high-speed, premium-efficiency motors and digitally controlled magnetic bearings, the HSR range of oil-free air compressors offer truly outstanding wire-to-process efficiency. In other words, it gives you the maximum amount of compressed air for your energy input.
With our on-site, full-service HSR Care Complete package you get maximum security that your operations can continue uninterrupted. We will remotely monitor, check, maintain and service your HSR oil-free air turbocompressor to the highest standard.
HSR Care Complete includes:
All advanced maintenance
All spare parts and consumables
All repair costs covered
All needed overhauls **
Operational optimization
Remote monitoring
100 % risk coverage ***
Full efficiency guarantee
** None expected / needed
*** Excluding misuse and negligence
The pulp and paper industry depends on reliable sources of energy, water and compressed air; maintaining cost-effective supplies of these utilities is important to every successful business. Within paper making processes, a clean, oil-free air supply is essential for the reliable operation of pneumatic equipment and a high-quality end-product. For one manufacturer in Italy, the selection of Sulzer’s HSR compressor enabled both operational and maintenance costs to be reduced. Read the article.
A leading European food company has been manufacturing and selling various types of high-quality pork, beef, poultry and lamb products. A few years back, the production processes of the client were improved by the installation of a high-speed turbocompressor in one of the meat factories. It delivers 100% oil-free compressed air for the distribution network.
The turbocompressor has become a mainstay of modern water treatment technology, offering a mechanically simple design, reliability and good energy efficiency. Ideally suited for the production of large volumes of compressed air at relatively low pressure, they rely on bearings that can spin at high speeds with minimal resistance and for extended periods. Today, the market is dominated by two rival technologies: air foil bearings and active magnetic bearings.
Today, we are increasingly concerned about the environment and sustainable development. Industries are looking for solutions that reduce both energy consumption and carbon footprint – and at the same time increase equipment efficiency and reliability. When it comes to the production of compressed air, all this can be achieved with Sulzer’s centrifugal air turbocompressors driven by an electric motor. Sulzer’s product range includes turbocompressors for both low-pressure industrial applications (HST) and industrial compressed air supply networks (HSR). Read the whole article.
Sulzer, well known for pumping and mixings solutions for several industrial applications, has made great strides to supply air compression equipment to the industries that the company serves. It started with the addition of the renowned HST line of low-pressure compressors (blowers) 20 years ago. With the addition of the HSR compressor for oil-free compressed air, the range is now quite complete when it comes to pressures normally required in industrial processes. Read the whole article.
The Italian company Cartiera Confalone s.p.A. manufactures household and sanitary papers. In 2019, the company decided to build a new, energy-efficient tissue line in Montoro, Avellino. The mill produces jumbo rolls in pure cellulose destined to the converting process for transformation into toilet paper, industrial rolls, kitchen rolls and napkins. Cartiera Confalone s.p.A. has another paper mill close by, in Maiori. Read the whole article.
Norske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR.
The adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article.
The global consumption of paper and paperboard has reached over 420 million tons per year, with China and the USA consuming almost half of all paper-based products manufactured worldwide. The trend is turning from traditional paper to more sophisticated products like demanding packaging solutions and specialty papers. To keep up with the demand, pulp and paper mills require a continuous flow of oil-free compressed air to supply the near-constant production rate. Read the whole article.
Reliable 24/7 access to oil-free compressed air is essential in the food industry. Regardless of the application, all machines must be sanitary to avoid potential contamination. Read the whole article.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Sulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Food and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Efficient production of sugar, starch and sweeteners puts high demands on the processing equipment. Thanks to many years of experience and comprehensive process know-how, Sulzer offers a wide portfolio of innovative process pumps, special pumps, mixers, agitators, compressors and aerators for these industry sectors.
Our solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
The modern and silent HST™ turbocompressor features an advanced design with proven magnetic bearing technology and a high-speed motor driven through a built-in frequency converter.
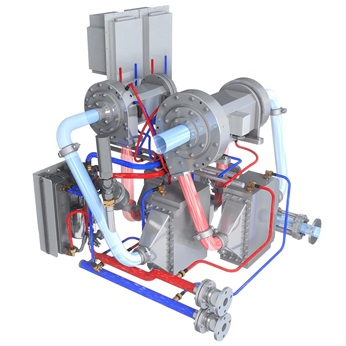
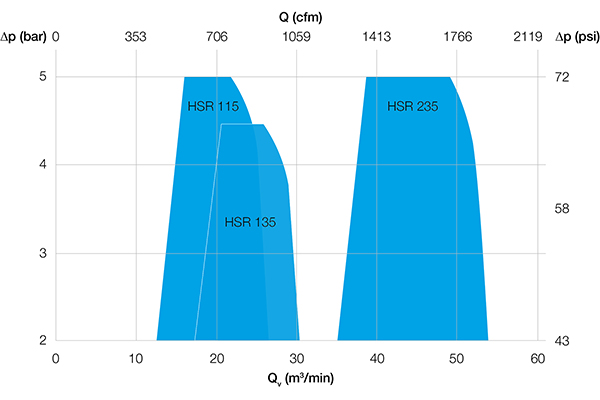
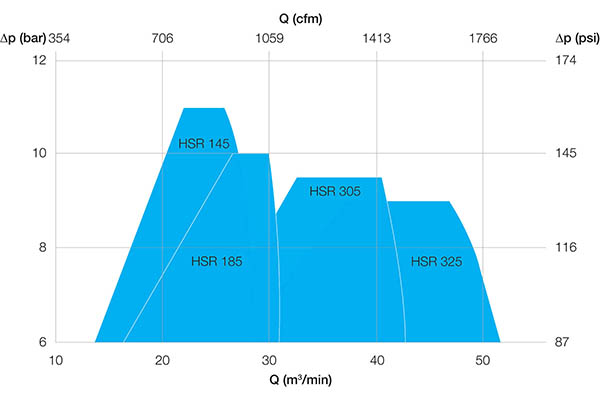
The HSR line of high-speed turbocompressors is designed to produce oil-free pressurized air in applications where contamination of the air must be avoided. The HSR utilizes high-performance turbo and magnetic bearing technology that maximizes the efficiency and minimizes the need for maintenance. Thus, the oilless air HSR range offers truly outstanding wire-to-air efficiency.
Sulzer and Tamturbo will together bring the benefits of high-speed technology in air compression to customers that need intrinsically safe oil-free air. The target is to replace existing technologies such as oil-free screw compressors in these applications. The global agreement between the companies covers sales to all industries, focusing on Sulzer’s key industries such as pulp and paper, food, metals, mining and chemical processing.
The new HSR line of high-speed turbocompressors is designed for the production of oil-free pressurized air in applications where contamination of the air must be avoided.
How can we help you?
Talk or write to our experts to find your best solution.